Riveting. Continued
Description
This section is from the book "Notes On Building Construction", by Henry Fidler. Also available from Amazon: Notes on building construction.
Riveting. Continued
Cold Riveting
Very small rivets for boiler work or in positions where it would be impossible to heat them may be clenched cold. The process is a quick one, but the iron used must be of very superior quality.
Caulking is a process adopted when it is found that the head or point of the rivet is not quite close to the plates, or that some opening exists between the plates themselves.
This process consists in knocking down the edges of the plates with a blunt steel caulking tool, so as to bring the edges together and to close the opening. In the case of rivets, the edges of the head or point are beaten down until they indent and slightly penetrate the surface of the plates, and thus completely close the opening.
Different Forms Of Rivets
There are various names given to rivets, according to the shape to which the point is formed.
Snap rivets are those of which the points formed while the iron is hot are finished with a tool containing a nearly hemispherical hollow, which shapes it as shown in Fig. 207.
That figure represents a snap rivet in a punched hole. This form of rivet is very frequently used in the best girder work.
Button Or Cup-Ended Rivets
These are names sometimes applied to snap rivets.
Hammered rivets have points finished, by hammering only, to a conical form as in Fig. 208, which shows such a rivet in a drilled hole.
They are more liable to leak than those with button points, but are used for rivets of large size, which, if finished with snap points, would require very large hammers in order that the points might be beaten down quickly enough.
Rivets with conical points are sometimes called staff rivets. The rivet in Fig. 208 has a pan head, a modification of it in which the sides of the head are vertical is called a cheese head, and shown in Fig. 209.

Fig. 207.

Fig. 208.

Fig. 209.

Fig. 210.
Countersunk rivets are those in which the point is hammered down while hot flush with the surface of the plate, as in Fig. 210.
This is necessary wherever a smooth surface is required, free from the projection that would be caused by ordinary rivet heads.
The countersinking is drilled, and may extend right through the plate.
It is frequently the practice, however, to have a shoulder at the upper edge of the lower plate, as shown at a a, so that the countersink does not extend right through the plates.
The sides of the countersunk portion may be directed upon the centre of the rivet hole at the edge of the plate, as in Fig. 210, or in many cases they are not inclined so much as shown.
Steel Rivets require very careful treatment or their heads will be apt to fly off upon receiving a sudden jar. They require to be rather larger, in proportion to the thickness of the plate, than iron rivets, and should be raised to a dull red heat, and their points knocked down as quickly as possible.
Proportions Of Rivets
The aggregate section of the rivets in any joint must be determined by the stress that will come upon them, but the diameter of the individual rivets in punched holes will depend upon the thickness of the plates through which they pass; for in punching holes it is advisable, in order to avoid breaking the punch, that its diameter should be greater than the thickness of the plate.
Sir William Fairbairn's rules for the proper diameters for rivets passing through punched holes in plates are as follows: -
For plates less than 1/2 inch thick the diameter of the rivet should be about double the thickness of the plate.
For 1/2 inch and thicker plates the diameter of the rivet should be about 1 1/2 time the thickness of the plate.
When holes are drilled they may be smaller in proportion to the thickness of the plate.
When plates of different thicknesses are joined, the rivet is proportioned with reference to the thickest of the plates.
Professor Unwin's rule for the diameter of rivets joining plates is as follows: -
Where d is the diameter of the rivet and t the thickness of the plate.
The hole is generally practically from 4 to 20 per cent of the diameter larger than the cold rivet, which will more than allow for the expansion of the latter when heated before insertion.
Dimensions of Rivet Heads, Etc
The height of the head of a snap rivet should be about § of the diameter of the shank, and the diameter of the head should be from 1 1/2 time to twice that of the shank.
The length of the rivet before clenching, measuring from the head = sum of thicknesses of plates to be united +1 1/4 to l 1/2 time the diameter of the rivet (see Fig. 211). For machine-riveting, a b should be made 1/8" to 1/4" longer.
Pitch Of Rivets
The "pitch" of rivets is their distance from centre to centre.
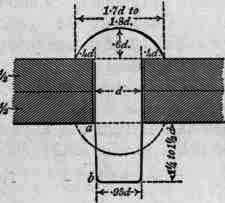
Fig. 211.
This distance varies according to the nature of the stress upon the joint and with the number of rivets necessary to be inserted in a given space.
The pitch used for girder work varies from 3 to 5 inches, but it should not exceed 10 to 12 times the thickness of a single plate, as otherwise damp may get in between the plates and cause rust, which in time swells and bursts them asunder.1
The proportions for heads of different forms are as follows (see Figs. 207-210).
Height. | Width of base of head. | Length of ab, Fig. 211. | |
Conical heads | .75 d. | 2 d. | 1.2d to 1.5d. |
Pan heads | .7 d. | 1.6d. | not formed by riveter |
1.45d top of head | |||
Cheese head | .45 d. | 1.5 d. | " |
Countersunk | .4 d to .5 d | 1.5 d to l.6d. | .75 d to I d. |
Where a number of plates have to be joined, 1/32 inch for each plate is added to a b.
The above are general dimensions, but some engineers provide a special drawing of the rivet head they require.
The distance between the edges of rivet holes, to prevent the danger of breaking two into one, should not be less than equal to the diameter of the rivets. This, it will be seen, leads to the rule that the minimum pitch of rivets should not be less than twice their diameter.
The distance between the edge of a rivet hole and the edge of the plate in which it is formed, to prevent it tearing through, should not be less than the diameter of the rivet. Thus the centre of the rivet will be 1 1/2 diameters from the edge of the plate. Sometimes for thick plates 1/16" or 1/8" is added to the distance.
Continue to:
My Books

