Glass. Plain Glass
Description
This section is from the book "A Treatise On Architecture And Building Construction Vol4: Plumbing And Gas-Fitting, Heating And Ventilation, Painting And Decorating, Estimating And Calculating Quantities", by The Colliery Engineer Co. Also available from Amazon: A Treatise On Architecture And Building Construction.
Glass. Plain Glass
170. Classification Of Glass
Classification Of Glass. It is a part of the painter's province to be familiar with the different kinds and qualities of glass, as well as with the general methods of its manufacture, that he may judge of those best suited to the purpose required, and know the available market sizes to be readily obtained. All glass is composed of three chemical elements, i. e., silica, soda, and some metallic oxide. These are mixed in varying proportions to suit the requirements of each case, and sometimes receive some additional element to vary the color or degree of transparency of the finished product. The principal properties upon which the value and utility of different kinds of glass depend are: transparency, fusibility, and viscosity at a red heat, whereby it may be molded into any desired form. It is not necessary that the student should know the exact nature of the constituents of all the different forms of glass, but a knowledge of the methods of manufacture will be of great assistance to him in determining the kind and quality of glass upon inspection, or in deciding upon the precise kind best suited to some particular purpose.
There are three general varieties of glass used in architectural work; namely, crown glass, sheet glass, and plate glass,each used under certain conditions, limited by the character of the work and the details of the manufacture of the glass.
171. Crown glass is made by dipping the end of a long iron tube, called a blowpipe, into the melting pot, and collecting thereon a lump of semifluid glass, which is then extended into a large hollow globe, as shown in Fig. 65, by blowing through the tube. The globe is then again heated while it is rotated rapidly and spreads out into a large flat disk, called a "table," under the influence of the centrifugal force of rotation. This naturally causes the glass to become gradually thinner towards the edge, while at the center is a large boss, or bulb, where it was attached to the rotating tube. In cutting the glass into panes, this boss must be cut out and thrown in the waste pile to be remelted with the next charge in the pot. The remainder of the table will, under favorable circumstances, make about 13 square feet of window glass, but if cut in large size panes, only 10 or 11 square feet can be secured. The largest available panes of crown glass are about 25 in. X 33 in., but are so warped or curled, owing to the original globular shape from which they are formed, that they must be flattened before being put on the market for use. This flattening is accomplished by heating the glass to a red heat and letting it lie on flat slabs to cool. The smaller sizes do not usually require flattening, the amount of curl in them being so slight as to be scarcely noticeable.

Fig. 65.
Crown glass is put on the market in two thicknesses; the thinner brand, called ordinary, being about 1/20 inch thick and weighing 10 ounces per square foot, while the extra or heavier quality is about 1/16 inch in thickness and weighs 16 ounces per square foot. These qualities are packed in crates, the contents of which vary in amount, according to the thickness and form of the glass. A crate of ordinary quality should contain 18 tables or 3G panes, the latter averaging 23 inches in width, while a crate of extra usually contains 12 tables or 24 panes of about the same size. The available length of these panes varies with the width, but no single sheet can be obtained of greater area than 5 square feet. Crown glass is classified in five qualities, only three of which are used for general building purposes. These are "best, used for first-class dwellings; seconds, used for cheap dwellings; and thirds, which are of little use except for barns and outhouses. Crown glass is more transparent than either of the other varieties, but the fact that it is available only in small panes so limits its use that sheet glass has superseded it for general building purposes.
172. Sheet glass is gathered and blown similarly to crown glass, except that after the globe is formed, it is rolled in a molding block and the blowing is continued until the glass takes the form of a long hollow cylinder as shown in Fig. 66. The end of this cylinder is then reheated and opened as shown in Fig. 67, while the cylinder is rapidly revolved until the edges flare out and extend the sides to the edge, which is then cut off with a pair of scissors while the glass is still hot, the cylinder then assuming the form shown in Fig. 68. The cylinder is allowed to cool and then detached from the blowpipe, by placing a hot wire or bent rod around its upper end, as shown at a, the wire being held by the loop e. The edges are then rendered parallel and true, by placing the cylinder in the trimming machine shown in Fig. 69. This consists of a pair of clamps on a perpendicular rod, against which the cylinder is held with one hand, while a moving diamond is passed around the bottom and cuts the glass off perfectly even and straight. The cylinder is then transferred to the splitting block shown in Fig. 70, where another diamond moving in a horizontal guide cuts the cylinder down one side parallel with the axis. It is now transferred to a flattening kiln, where, under the influence of heat, it gradually opens out and unrolls until it becomes a flat pane of glass. When cooled sufficiently to handle, it is cut in panes and packed for shipment. Sheet glass is used for building purposes in three qualities, similar to crown glass; namely, best, seconds, and thirds, and each quality is applied to similar purposes as the same named quality of crown glass, but they are all available in much larger sizes than crown glass, and in six thicknesses from 1/15 inch to 1/5 inch, and varying in weight from 15 ounces to 42 ounces per square foot. Every 1/16 inch in thickness adds 13 ounces to the weight per square foot.

Fig. 66.
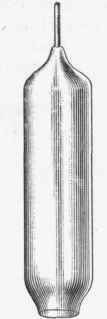
Fig. 67.
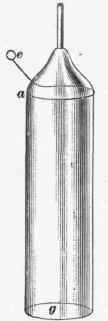
Fig. 68.

Fig. 69.
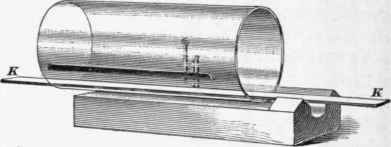
Fig. 70.
173. The largest sizes available in sheet glass are as follows:
Weight. Ounces per Superficial Foot. | Maximum Length. Inches. | Maximum Width. Inches. | Maximum Area. Square Feet. |
15 | 55 | 38 | 13 |
21 | 85 | 49 | 22 |
26 | 85 | 49 | 22 |
32 | 85 | 49 | 22 |
36 | 70 | 44 | 19 |
42 | 70 | 44 | 19 |
These sizes are governed by the maximum area of the blown cylinder. A sheet may be of the maximum length or the maximum breadth as shown above, but no combination of length and breadth can be obtained which will exceed the area given in the last column, and any size larger than 36 in. X 50 in. is subject to a special price above the regular market quotations. Sheet glass is sold in crates, the contents of which vary according to the thickness of the glass. A crate of 15-ounce glass contains 40 sheets of stock sizes, while 21-ounce glass and 2G-ounce glass run 34 and 28 sheets to the box, respectively.
Sheet glass has, as before stated, very largely superseded crown glass for window glazing on account of its availability in larger openings; but, besides this advantage, it is free from the wavy undulations prevalent in crown glass, and recent improvements in its manufacture leave little difference in its comparative transparency. Sheet glass is sometimes polished as described hereafter, and when so treated is called patent plate, to distinguish it from the ordinary polished plate described below.
174. Plate glass is manufactured by a process totally different from either of the varieties already described, the essential difference lying in the fact that it is cast and not blown in the required form. For this reason plate glass is always much thicker than blown glass and often lacks the transparency attained by the other methods; besides this, it is likely to contain air bubbles and other imperfections, and only selected pieces can be used for window glazing. The melted glass is poured on a long cast-iron table, over which a heavy iron roller is passed by means of cog wheels. The glass is thus squeezed out before the advancing roller and pressed into a sheet, the size of which is limited only by the length of the table and the width of the roller. The thickness of the sheet is regulated by strips of metal laid along each side of the table, on which the roller bears and by which the width of the sheet is regulated. After the rolled plate is cool enough to remove from the casting table, it is carried to the annealing oven and there permitted to remain for several days, where, under the influence of a high temperature, it softens, becomes more homogeneous in composition, and less likely to crack or break under subsequent changes of temperature. The sheets or plates, when removed from the annealing oven, are not smooth and transparent like the finished products of blown glass, but have an irregular, rough, undulating surface, and are used only for skylights and floor lights under the name of plate glass.
Continue to:
My Books

