Last-Making Machinery. Continued
Description
This section is from the book "The Manufacture Of Boots And Shoes: Being A Modern Treatise Of All The Processes Of Making And Manufacturing Footgear", by F. Y. Golding. Also available from Amazon: The Manufacture Of Boots And Shoes.
Last-Making Machinery. Continued
Boot Lasts are made much thicker at the sides than other lasts, and are thus made to accommodate the extra thickness required for ankle bones. As they are usually required for higher heels than shoes, the waists are more arched. The seat is usually, in English-made lasts, more square than necessary for a good fit - this squareness being the outcome of a desire to ease the process of heel building. Fig. 90 illustrates a boot last. Riding-boot lasts have a flatter waist, less spring, and higher instep than ordinary walking-boot lasts.
* Since the above was written the last has been considerably improved, and the new make is highly recommended.
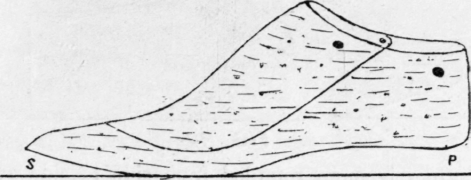
Fig. 90. Bevel Toe. Boot Last.
Shoe Lasts are illustrated by Fig. 91. They are flatter in the waist than boot lasts, and have a greater spring in the toe. The sides are thinner, corresponding to the thinness of the foot below the ankle bones. The outside waist is fuller than is usually made for boot lasts. Very often the line of contact is placed a little nearer the seat to assist the "clipping" of the shoe quarters when the weight of the body is brought to bear upon the shoe. The instep measurement is a little less than a boot last, say 1/8 in. The bottom of the last is more rounded. Shoe lasts more nearly approach the shape of the foot than the ordinary boot lasts.
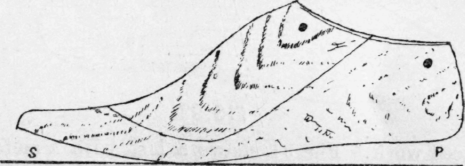
Fig 91 Puff Toe Shoe Last.
Slipper Lasts are more sprung in the toe than either shoe or boot lasts. This is rendered necessary by the lowness of the heel usually worn, coupled with the long quarters, that have a greater tendency to lie loose or gape at the sides; and to counteract this more spring is given.

Fig. 92.
The bottom is more rounded from side to side, and the waist is much straighter or more dead than in a shoe last. The sides are also thin. Fig. 92 is a slipper-comb-last, and has about one inch spring in the toe.
Lasts for making Various Kinds of Work have many minor variations that are used to suit the particular method of manufacture. Fig. 93 shows the bottom of a last that may be used for hand-sewn, sewrounds, pegged or braced work. Fig. 94 shows a last with a metal heel-plate, for use in making welted work with a nailed heel.
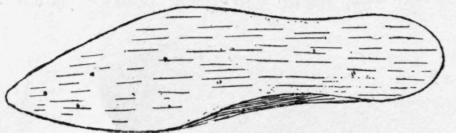
Fig. 93.

Fig. 94.
Fig. 95 shows a metal-plated bottom for making machine-sewn work. Lasts for making sewrounds should be a little smaller in girth than for other work, owing to the fact that they are made inside out, and afterwards turned.
Court-shoe lasts should be flat and broad in the waist, and snugger in fitting. Lasts for finishing are slightly smaller than those upon which the goods are made, and in some cases are made higher and thinner, so as to draw away the upper from the feather.
Wood lasts if varnished* or polished are more easily kept clean, and do not shrink so much. By mixing a colouring matter with the shellac various colours may be used for various kinds.
The Positions to measure Girth in a last, such as joints, instep, heel, tread, seat, etc., ought to be relatively fixed; and with the Gilman last-making machine may be easily marked by driving a round-headed nail on the top of the last where the measurements are taken. Usually the positions are a matter of judgment. The proportions that are supposed to be the basis of a table of position measures are, that the joints are one-third, and the instep one-half of the length of the last. These are applied to the last by measuring from the toe end straight to the joint or instep position (see Fig. 96), whereas the proportions given are longitudinal ratios. Fig. 97 is drawn to illustrate the difference, Where AB is the length of the last as recorded by shoe sizes; Aa the joint, taken at one-third of the entire length AB ; Ab the instep, taken at one-half AB; from X to J (not following the bend of the last) gives the joint position as usually measured on this plan; while X to I gives the instep location. It will be observed that XI is greater than Ab, and so the figures used as given in the table below do not correspond exactly to the data it is supposed to be based upon.

Fig. 95.

Fig. 96.
* A varnish made by dissolving shellac in methylated spirit answers well for this purpose. If pads are used, add a little linseed oil.
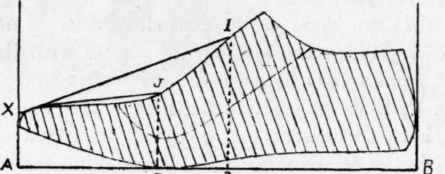
Fig. 97.
The table gives the distances from the top of the puff to the joint and instep respectively as XJ and XI in Fig. 97.
Sizes. | Inches. | Joints. | Instep. |
1 | 4 1/3 | 1 1/9 | 2 1/6 |
2 | 4 2/3 | 1 2/9 | 2 1/3 |
3 | 5 | 1 1/3 | 2 1/2 |
4 | 5 1/3 | 1 1/9 | 2 2/3 |
5 | 5 2/3 | 1 5/9 | 2 5/6 |
6 | 6 | 1 2/3 | 3 |
7 | 6 1/3 | 1 7/9 | 3 1/6 |
8 | 6 2/3 | 1 8/9 | 3 1/3 |
9 | 7 | 2 | 3 1/2 |
10 | 71 '3 | 2 1/9 | 3 2/3 |
11 | 7 2/3 | 2 2/9 | 3 5/6 |
12 | 8 | 2 1/3 | 4 |
13 | 8 1/3 | 2 4/9 | 4 1/6 |
1 | 8 2/3 | 2 5/9 | 4 1/3 |
2 | 9 | 2 2/3 | 4 1/2 |
3 | 9 1/3 | 2 7/9 | 4 2/3 |
4 | 9 2/3 | 2 8/9 | 4 5/6 |
5 | 10 | 3 | 5 |
6 | 10 1/3 | 3 1/9 | 5 1/6 |
7 | 10 2/3 | 3 2/9 | 5 1/3 |
8 | 11 | 3 1/3 | 5 1/2 |
9 | 11 1/3 | 3 4/9 | 5 2/3 |
10 | 11 2/3 | 3 5/9 | 5 5/6 |
The Stanley Last-Measuring Machine is devised to indicate automatically the girths of lasts, and the Fig. 98) shows the machine taking toe, joint, waist, and instep measure.
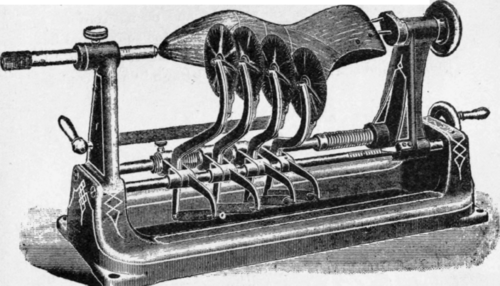
Fig.98 Last Measuring Machine.
Continue to:
My Books

