A Demonstration In Cloisonne By Albert E. Bonner
Description
This section is from the book "Arts & Crafts Magazine Vol1-2", by Hutchinson & Company.
A Demonstration In Cloisonne By Albert E. Bonner
(Conclusion.)
A Month has passed since we left Mr. Bonner before the little muffle-furnace, about to fire the enamel neck-slide and dragon-fly hair ornament which we saw-grow under his hands. But, as a matter of fact, the whole demonstration was continuous, and the actual firing took but a few minutes.
"I must put something under this slide, for you see it is curved for the neck, and it would be liable to sink, in the furnace," said Mr. Bonner. "So I prepare a bed for it of pipe-clay and plaster-of-Paris moistened, with water, to a paste, and dried. I also spread a thin layer of this paste over this little concave iron cradle upon which the slide will have to rest in the furnace. That is to prevent the enamel sticking to it, and to avoid oxidation from the iron as far as possible. The iron is perforated, you see, so that the heat may get to the enamel the sooner. The quicker fusion takes place the more satisfactory will be the polish.
"Before the enamel is tired it has to be thoroughly dried. This may be done over the top of the furnace. It will take but a few minutes, you will see. . . . You can judge whether or not it is absolutely dry by putting the piece into the furnace and drawing it out immediately. If the enamel is not quite dry, a little vapour will come from it. In a lew seconds this will disappear. . . . The enamel, you see, looks much lighter in colour. .. It is dry now, and we may put it back to be fired."
In one and a half minutes the piece was fired to Mr. Bonner's satisfaction.
"This is very good," he said, after scrutinizing it. "But one must not be disappointed when the enamel does not fuse at first as smoothly as this has done. Many firings are possible, and sometimes are necessary, to insure the necessary brilliance of the enamels. Still, if the enamel has been very carefully laid - i.e., very smoothly - one firing will usually be sufficient. It is fortunate that it is so, because passing the plate frequently through the furnace has a tendency to make it buckle and cause the enamel to shrink, leaving the edges more or less bare. When this happens, the whole plate must be treated with an acid bath, thoroughly washed, and then rubbed down with a corundam file. If the plate is copper, sulphuric acid much diluted should be used. A similar bath would be used for silver. The bare spots are then re-covered with enamel and the plate is retired. Do not lay on the powder thicker than is necessary, for a thick coating is apt to split. Usually in first-class work the enamel is quite thin. Another advantage in keeping the coating of enamel thin is that it will not require annealing. But with careful annealing, different kinds of enamel may be used, one over the other. If this were attempted without annealing, there would be danger of their cracking.
"I should remark that at every stage the utmost care must be taken to prevent the settling of dust or fluff upon the enamel, for the least speck will leave a spot or blemish. In drying the enamel the excess of water is usually removed with a rag, but it should be linen and not cotton. Cotton rags are sure to produce fluff, and should be kept out of the workroom altogether. Soft old linen rags that have been thoroughly cleaned are best, and they should not be used for any other purpose. An old cambric handkerchief is excellent. With the same view of avoiding the presence of fluff, one should be very careful as to the clothes one works in. You find me to-day wearing those in which I have just come in from the street, but I usually wear a canvas coat. I use blotting-paper for drying the enamels - red, of the best quality. Inferior blotting-paper is apt to give off specks of fibre, and, of course, must be avoided.
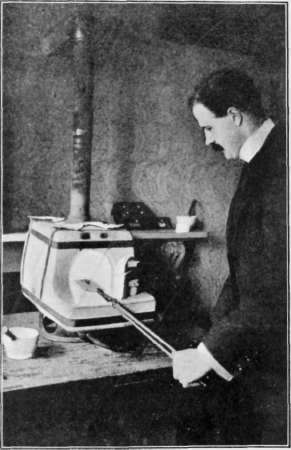
Demonstration In Enamelling: "Firing."
Taking the Fired article of Jewellery from the Muffle Furnace.
"In finishing, you see, I leave the enamel at the side of the furnace to cool gradually. If taken away too soon it is apt to crack."
IN "Art Enamelling on Metals" (Archibald Constable & Co., publishers), recently reviewed in these columns, Mr. Cunynghame tells how the enameller may easily make a muffle furnace for himself. "There is no mystery about it," he says. "All that is needed is to surrdound a muffle with an outer shell about 1 1/2 inches clear of the inner one, and to introduce the nozzles of a number of Bunsen burners through the bottom of the shell. Great saving of heat is obtained by surrounding the furnace completely with infusorial earth, or Kies-selguhr, or by plastering it well over with nonconducting boiler composition. The furnace will consume from 3/4 to 1 cubic foot of gas per hour for each square inch of floor surface of the muffle. The gas supply should be ample and the pipes large. It is advisable to make them larger than the sizes given by Fletcher. [It is a Fletcher muffle furnace that is shown in Mr. Bonner's demonstration. - Ed., "A. & C."] The heated air escapes through one or more holes in the roof of the furnace shell, which are surmounted by short chimneys made out of iron pipes. They should not be too long, or else the draught will become too great, and they should be provided with clampers to regulate it. A long handle may be fixed to the furnace door to facilitate its removal." Very small enamels - an inch or so in diameter - it is pointed out, may be fired in the oxidising flame of a large blowpipe: "They should be laid on a fire-brick, covered over with a thin plate of fire-clay, and the flame played on the top of the fire-clay vertically downwards. Indeed, a miniature muffle furnace may be made out of a crucible with the help of a large blow-pipe, such as is used for brazing. The little plate is put on a piece of fire-clay, then into the crucible, which is placed so that it is on its side, with a cover on. Some bits of fire-clay are put round it so as to keep in the heat, and then the whole is heated up with the blow-pipe. Cloisonne can be simply done over a large spirit lamp with no muffle at all." Mr. Cunynghame points out, however, that a gas flame must not be used, as the sulphur which comes from it would blacken the lead glass.
IN regard to our recent remarks about Paul Soyer's wonderful imitations of old enamels, we are reminded that Robillard, of Paris, imitates even better that Soyer the old enamels of Raymond and Penieaud. Like Soyer, he sells them for what they are, but they sometimes turn up with a false patina, and are sold for old Limoges. Old enamels too much damaged to be worth much money are habitually "fixed up" with water-colours and gum arabic. This process is what is called "l'emaila froid." It is difficult to "restore" an enamel otherwise, but not impossible, as some seem to think. By the use of an electrical battery, heating a few platinum points to white heat, and some powdered coloured glass, the work can be done so as to be equal in durability to any. But though the gum arabic enamels can be detected by simply plunging them in water, or, better, in alcohol, the process is so much easier than the galvanic that it is generally used for restorations, whether meant to defraud a buyer or not. But the work has this defect in addition to its solubility, that it becomes yellower with time, and the colours that once matched become in a few years discordant. The crass or dirty appearance of old enamels is given to modern ones generally by the use of gum arabic, but, again, there is a much more deceptive method.

Necklet and Pendant. By Albert E. Bonner.
The Ornament is "Old Blue" Enamel and Blister Pearls.
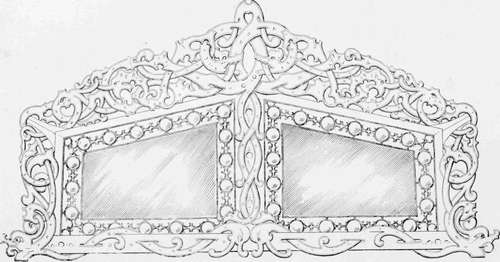
Carved Fire-screen in the Scandinavian or "Viking" Style. By Karl von Rydingsvard,
(For full-sized Details for working, see Supplement B.)
Continue to:
My Books

