Adjustable Reamers
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Adjustable Reamers
These are made in a form that allows them to be adjusted to a varying size of parts of machines where interchangeability is not essential. Fig. 63 shows the cheapest type of adjustable reamer, one sometimes objected to because it does not expand or contract uniformly its entire length; for ordinary work, however, it is very satisfactory, if used for a limited range of sizes.
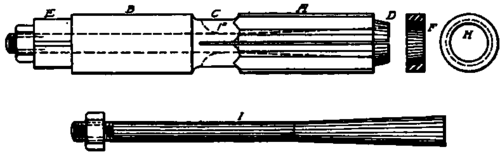
Fig. 63. Adjustable Reamer.
Stock should be selected at least 3/32 inch larger than finish size. After carefully centering and squaring the ends, a chip should be turned the entire length of the piece, which is then drilled, and the taper hole reamed for the expansion plug. When drilling the outer end, the blank should run in the steady rest; the hole in the shank end should be drilled to the proper depth with a tool 1/32 inch larger than the straight stem of the expansion plug. The end should be chamfered to a 60-degree angle, to run on the lathe center when turning and grinding. The piece may be reversed and the opposite end drilled and reamed with a taper reamer; this end should be chamfered also to a 60-degree angle. Fig. 64 shows a sectional view of the blank drilled and reamed and the ends of the hole beveled.

Fig. 64. Blank for Adjustable Reamer Drilled and Reamed.
The reamer should now be turned .020 to .025 inch above finish sizes on A and B, while C and D, Fig. 63, are turned to finish sizes, and the size stamped at C. The end E should be milled square for a wrench, the grooves milled, and the reamer split, in order that the size may be altered with the expansion plug. To split the reamer, a metal slitting saw of the required thickness - usually -1/16 inch - should be used. The saw cut should not extend to the end of the reamer, but a small portion should be left solid to prevent the reamer from springing when hardening. The circular saw leaves a cut at the end of the shape shown in Fig. 65, which is extremely difficult to part after hardening. In order that the thin partition of stock may be easily severed with an emery wheel, the slot may be finished, as shown in Fig. 66, with a hand hack saw.
The expansion rod 7, Fig. 63, should be turned to fit the taper in the reamer, the straight end being 1/32 inch smaller than the hole running through the reamer, and threaded on the end for a nut to be used in drawing the rod into the reamer. The collar shown at F and H should have a taper hole fitted to the tapered end of the reamer. The outside diameter of the collar should be a trifle smaller than the hole to be reamed. The collar, when forced on to the end of the reamer, holds the latter in place. In order to increase the size of the reamer, the collar may be driven back a trifle and the rod drawn in by means of the nut.
After the reamer is hardened and tempered, the thin partitions left at the ends of the slots may be ground away with a beveled emery wheel, the rod inserted, the collar forced upon the end, the reamer ground to size, and the teeth backed off for clearance.
Continue to:
My Books

