Box Jig
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Box Jig
If the piece of work is of a shape that makes it necessary to operate on all sides, and the outline prevents the use of a clamp jig of the form shown, a box jig must be used. A box jig is made in the form of a box, the piece being located in the jig by means of stops or locating points which differ according to the nature of the work. It is often advisable to design this form of jig so that all holes in the work can be drilled at one setting; that is, if there are twenty holes in the piece, it is designed to allow the drilling of them all while the piece is in the jig. For other work it is advisable to make two or more jigs to drill the holes; this is the case when some part of the piece is to be machined after one or more holes are drilled, but before drilling the others.
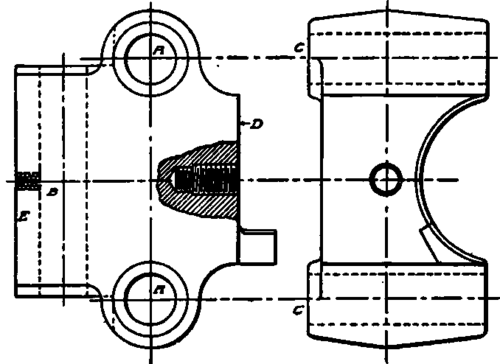
Fig. 300. Special Piece to Be Drilled.
In Fig. 300 a piece of work is shown (about three-eighths size); through the piece it was necessary to drill three 1-inch holes as shown at AA, and B. As the holes AA must be an exact distance from B, it was found by experience that much better results could be obtained if the hole marked B was drilled and reamed in a jig, the piece taken out of the jig, and the portions marked CC milled in exact relation to the hole B and as nearly as possible at right angles with the side of the casting marked D. After the portions CC had been milled, the piece was placed in another jig, locating it by the hole B and the surfaces CC; the holes AA were then drilled and reamed. In order to drill the hole B, the jig shown in Fig. 301 was used. The piece was placed in the jig with the rounded surface E, Fig. 300, resting in two V-blocks, A, Fig. 301.

Fig. 301. Jig for Work Shown in Preceding Figure.
It was located by means of the fixed stop screw B, and forced against A by the screw; it was held in position by the screw E, which was located in the strap D, this strap being removed when putting a piece of work in the jig or taking it out. As it was necessary to have the hole straight and true with the locating points, it was reamed with a single-lip reamer having a pilot, Fig. 302. The hole was drilled somewhat smaller than finish size (1/64 inch), and the reamer was entered in the hole, the pilot fitting the bushing G. While the body of the reamer fits the bushing F, as previously explained, the single-lip reamer acts on the same principles as a boring tool used in the engine lathe, the result being a hole straight and true.

Fig. 302. Single-Lip Reamer with Pilot.
As it was necessary to have the hole in the upper bushing of the size of the body of the reamer, and as a drill 1/54 inch smaller than this size must be used, it was advisable, in order properly to start the drill, to use a transfer drill, shown in Fig. 303, the cutting portion A being the size of the drill to be used in making the hole, while B fitted the hole in the bushing. By means of this drill, a hole the size of the drill to be used was started in the casting, perfectly true with the hole in the bushing, yet somewhat smaller. When the hole had been drilled to a depth of 3/16 or 1/4 inch, the transfer drill was removed, and a twist drill of the proper size used to finish. When the piece of work was taken from the jig, the portions marked CC, Fig. 300, were milled as explained. The piece was then placed in another jig, and a pin fitting the reamed hole passed through the locating bushings and through the hole; by this means the other two holes could be accurately located and drilled. The second jig so closely resembles the first that it is unnecessary to illustrate it. Jig for Holes around Circular Shaped Pieces. At times, it is essential to design a drill jig for drilling holes, either equally or unequally spaced, around a circular shaped piece of work, such as the six equidistantly spaced holes around the circumference shown in Fig. 304. These holes are all radial; but a jig of this type may be designed to drill holes that are not radial, or it may be designed to drill a number that are radial and others that are not radial by locating the bushings to produce the holes in the desired locations.

Fig. 303. Transfer Drill.
Fig. 304. Drilling around Circular Piece.
Fig. 305 shows a jig with but one bushing designed to drill the six holes in the piece shown in Fig. 304. The spacing of the holes is determined by the index plate A, while the work is held on the stud B. As the holes must be accurately located with the keyway in the piece, the stud in the jig is provided with a key to fit the keyway. The dial plate being keyed to the stud B, the holes drilled in any number of pieces will all exactly correspond with the location of the keyway and with the holes in all of the other pieces.

Fig. 305. Jig with One Bushing to Drill Six. Holes.
While the dial shown on the jig in Fig. 305 is designed to drill six evenly spaced holes, the holes in the edge to receive the locating pin might have been cut in any desired number and have been spaced to produce holes of an uneven distance apart.
If large drills are to be used in connection with the jig, it is advisable to provide some method of binding the stud to prevent any strain on dial and pin for such a strain would tend to render the jig inaccurate after it had been used for a time.
In the case of the jig shown, the portion of the body of the jig that provides a bearing for the stud is split and supplied with a binding screw and lever. The stud should be securely locked in position each time the piece is turned to locate a hole to be drilled.
If holes are to be drilled at different distances from the shoulder, two or more bushings may be provided. If the holes are all of one size, such an arrangement of bushings may lead to error unless the locating hole on the dial is so stamped that the operator can by looking at it as the pin enters, see which bushing the drill should enter.
This form of jig is capable of almost endless variation of design, and can be made to accommodate not only pieces that are round in form, but those of almost any form where holes are to be drilled around the outer surface. In some shops the work is of such form and the holes are so arranged that many jigs of different design are not necessary, but all of above types are used.
Continue to:
My Books

