Compound Punching And Bending Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Compound Punching And Bending Dies
In Fig. 369 are shown three views of a punch and die for cutting off and bending to shape at one operation a piece of special form; D is the finished piece. This form of die can be used for a variety of work, and it is recommended wherever the work is done in sufficient quantities to warrant the expense of the tool.
A is a view of both punch and die, showing also the punch holder and bolster; B shows the stripper used in knocking the finished piece from the bending punch; the cutting-off portion is seen in side elevation. The stock is fed through, and strikes the stop.
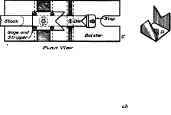
Fig. 369. Compound Punching and Bending Die.
The cut-off is slightly longer than the arm of the bending die, in order that the stock may be cut off before the bender reaches it.
The stripper is a horizontal plunger actuated by a coil spring. This plunger has a pin through the back end to prevent it going too far, while another pin extends through the enlarged portion, against which the spring works. The inclined arm fastened to the punch holder will, when descending, force the plunger back and off the face of the bending punch. C is a top view of die.
There is sufficient space between the upper surface of the cutting-off die and the stripper so that the stock can pass over the plunger stripper. The inclined arm which operates the plunger stripper pushes this out of the way before the descending punch reaches the stock.
After hardening, the cutting-off die and punch are drawn to a full straw color, and the bending part to a brown. When the cutting and bending parts are of complicated design, best results follow if they are pack hardened. The stock is purchased with the desired width, and the pieces punched and bent with no waste of stock.
Continue to:
My Books

