Expanding Mandrels
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Expanding Mandrels
There are several forms of expanding mandrels in common use. One form has a sleeve with a taper hole, fitting on a mandrel with a corresponding taper; the sleeve is split to allow it to expand as it is forced on the mandrel. This form is shown in Fig. 80.
It is not advisable to give the mandrel very much taper, because a heavy cut, with the pressure toward the small end, would crowd the sleeve toward that end and release the work. Ordinarily a taper of 1/2 inch to the foot will give good results.
It is obvious that the range of adjustment for such a sleeve is small, but sleeves of different diameters may be fitted to the same mandrel, the thickness of wall being varied to give the desired size. The diameter of the sleeve should be such that the work may enter without forcing, the tightening being accomplished by forcing or driving the sleeve toward the large end of the mandrel.
If a sleeve is needed for a special sized hole, and is to be used but a few times and through a limited range of sizes, it may be made of cast iron. A hole, corresponding in size and taper to its mandrel, is bored so as to allow the small end of the mandrel to go through and be flush with the end of the sleeve. The sleeve should be forced on the mandrel and turned to size; the outside diameter should fit the hole in the piece to be machined when the sleeve is at the small end. In order that the sleeve may be expanded, it is split as shown in Fig. 81. This should be done in the milling machine, the sleeve being held by the ends in the vise, and the cut made with a metal slitting saw.
When the sleeves are intended for permanent equipment, it is good practice to make them of either machine steel or tool steel; if of the former, they may be casehardened; if of the latter, they may be hardened and spring-tempered. In either case the hole should be .010 inch small, and the outside diameter .020 to .025 inch large, and ground to size after hardening. A method of splitting the sleeve for an expansion more nearly uniform is shown in Fig. 82; small sizes have four cuts for adjustment, while the larger sizes have six or eight.

Fig. 80. Expanding Mandrel.

Fig. 81. Diagram Showing Method of Expanding Mandrel Sleeve.
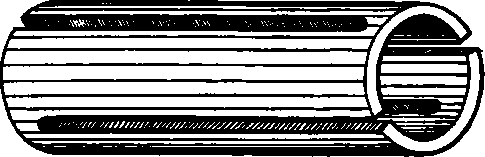
Fig. 82. Method of Splitting Sleeve for Uniform Expansion.
On account of its peculiar construction, the sleeve shown in Fig. 82 must be so held while grinding the hole that it will not spring. To do this, the sleeve may be placed in a hole in a collar and held rigidly in position by several drops of solder. In order that the solder may stick, the outside of the sleeve must be brightened, and the metal heated until solder will melt on its surface. Care must be exercised, as the surface of iron commences to oxidize at 430° F., and soft solder melts at about 400° F.; and as solder will not stick to an oxidized surface, the metal must not be heated above 400 degrees. For this class of work always use soft solder, made by melting together equal parts of tin and lead.
Many mechanics think it is impossible to solder cast iron, but such is not the case. If soft solder is used and care is exercised in heating, little or no trouble will be experienced.
When soldered securely, the collar should be placed in the chuck on the grinding machine, and the hole ground to the desired size, after which it is heated to melt the solder, and the sleeve removed from the collar. It can then be placed on the mandrel, and the outside diameter ground to the proper size.
Continue to:
My Books

