Finishing Patterns. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Finishing Patterns. Continued
If a hard, durable surface is required on the pattern, twelve, or better, twenty-four hours must be given between each coat. The roughness will then sand-paper off as a dry powder without gumming the sand-paper, and leave a hard, smooth surface for the succeeding coat of shellac.
The second casting to which attention is called, is the brass hearing represented in Fig. 149, which is to be finished all over. On examining the drawing, first with regard to removing the pattern from the sand, we find that it most be moulded on its side, and that the moulder may not lose time in catting away the sand (see Figs. 113 and 114, Part I) the pattern most be parted, or made in two halves.
For finish on this small pattern 1/16 inch will be sufficient, and draft will be required only on the ends of the pattern, and on the ends of the core prints, which in this case, should be not less than 1 inch long. This is necessary, because the core-print moulds must sustain the weight of the dry-sand core.

Fig. 149.

Fig. 150.
The pattern for this casting is represented by Fig. 150, in which it is seen that, unlike Fig. 140, the body and core prints are perfectly straight, a slight draft 3/16 inch to 12 inches being given to the ends of the pattern and to the ends of the core prints only. A slight curve of 1/16 inch radios should also be made at the intersection of the body of the pattern, and the inside of the flange at a, a.
The wood in being prepared for this pattern should be cut 2½ inches longer than the finished pattern. The dimensions of the two halves would each be I¾ X 3 3/8 X 8¾ inches. Having fitted the two insides accurately together and dressed one edge of each straight and at right angles to its face side, with the marking gauge, draw a center line on each, not only on the face but also across each of the two ends, Fig. 151. Across the center of each piece draw, with a sharp-pointed knife and try square, a second line at right angles to the first and at equal distances from each end of the block. With dividers adjusted to 1 7/8 inches, place one leg at the intersection of the two lines, and on the gauge line mark two dots, each 17/8 inches from the center line. These dots are the centers for the dowels which are to connect the two halves of the pattern after it is finished. Bore the holes in each piece ½ inch deep with a 5/16 inch auger bit, and cut the dowel pins only J inch long, gluing them into the holes of one piece and giving a projection of ¼ inch to fit in the holes of the second half of the pattern. Although the dowels are glued into the first half they must fit easily, but not loosely, in the second, and should be rounded on the ends or made cone shaped, as in Fig. 152.
Having fitted and prepared the two blocks with their dowel pins, carefully glue them together using only a narrow strip of glue ½ inch wide on each end of the block and clamping the two together with a hand screw on each end. When the pressure of the hand screw is applied, the glue will spread inward to ¾ inch or 1 inch. Great care must be taken not to use too great a quantity of glue, or it will spread in far enough to bind the two halves of the pattern together so that they cannot be separated when turned and finished. The blocks should remain in the hand screws, after being glued, from four to six hours, depending on the temperature of the room in which the gluing is done. Our pattern block is now ready for the lathe and will be as represented in Fig. 153, which is a longitudinal section through the dowel pins.
Fig. 151.
Fig. 152.
Fig. 153.
When centering for the lathe centers, great care must be taken to mark the centers exactly at the intersection of the center-gauge lines on the ends of the blocks and the glued joint of the two pieces. The hard glue will force the lathe center to one side of the connecting joint unless a center dot or hole is first made with an awl in the exact position required. As in the case of the pattern in Fig. 140, the block is roughly turned to dimensions, all of which are a little larger than the finished pattern, by using the ordinary turners' gouges, but the final turning and finishing to exact sizes must in all cases be made with scraping tools, as described for the pattern of the brass bushing.
When marking off the pattern on the rounded cylinder in the lathe, care must be taken to locate the pattern in the exact center of the block, so that the dowel pins may be equally distant from each end and from the center of the pattern. Fig. 154 shows the pattern as ready to be taken from the lathe. The core print ends should be cut down to J inch at each end, and finally cut off with a saw, and the ends finished with file and sand paper after removing from the lathe, when, as will be seen, the glued end having been cut off, the two halves of the pattern will separate clean and free from glue, and the dowel pins will always bring them into accurate alignment when used by the moulder in the foundry. Before removing the turned pattern from the lathe, it should be smoothed and finished with sand paper, but care must be taken not to allow the sand paper to come in contact with the sharp corners and angles of the pattern, or they will be rounded off and the work ruined. For pine, only the finest paper, No. ½ and No. 0 should be used on lathe work, and the paper must not be held in one position on the revolving work but must be kept moving laterally, that is, from side to side, to avoid cutting depressions in the surface.
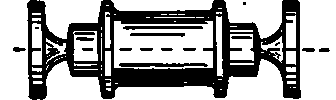
Fig. 154.
When the scraping tools are kept sharp so that they will cut freely and without pressure, a light touch of sand paper only will be required.
In the construction of this pattern, it may be made of two blocks of l¾-inch stock as described; but the tendency of the two halves will be to become rounding on the parting line as shown by the dotted lines c d and e ft Fig. 155. This is caused by the removal of considerable wood in the process of turning, at the angles a a a a thus exposing fresh surfaces which are farther removed from the original surfaces of the plank, than the surfaces on the line of parting. The exposure of these deep, inside fibers of the wood will cause a shrinkage of the pores and draw the pattern more or less, according to the position of the annular growths, and also to the more or less thorough seasoning of the wood, in the direction indicated. If the pattern is intended for temporary use only, it may be constructed as above, but if durability and permanence of shape are required, the two blocks should each be glued up out of thinner stock with the annular growths carefully reversed, as shown in Fig. 156. This is done not only because thin plank is mors evenly and better seasoned, but because in gluing, the tendency of the pieces to warp or spring is counteracted each by the other, and in addition the gluing of several thin pieces together stiffens and makes the resulting piece much firmer and stronger than a large block or piece of the same size obtained without gluing.
Fig. 155.
Fig. 156.

Fig. 157.
The core for this pattern, being straight from end to end, and cylindrical, only a half core box is required, as shown in Fig. 157. After being laid off and worked out in the same manner as described for the core box, Figs. 143 and 144, cut the ends of a with draft of \ inch in 12 inches, and glue and nail on the ends c and e, which may be 3/8 inch to ½ inch in thickness.
Shellac and finish as described for pattern, Fig. 140, giving first two coats of orange or white shellac, and for the last coat on core prints of the pattern and the inside of the core box a use the red, the body of the pattern being left natural color (with three coats) and the outside of the core box either natural or black.
Continue to:
My Books

