Gang Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Gang Dies
The gang die is designed to punch in one operation the blank itself and also any holes to be made in the blank. Two operations would be necessary if a punch and die of the form shown in Fig. 338 were used.
A common design of a gang die is shown in Fig. 341, which represents a die for the piece operated on in Fig. 338. The stock is fed from right to left. The sheet rests against the guide C, and is so located that the end slightly overlaps the first edge of the opening E. The two holes F and F' are punched, and the end of the sheet is trimmed by the punch A to furnish a locating point to go against the stop D. At each stroke of the press a blank is produced and the two holes are punched. For the next blank the gage pin D should be located about .010 inch farther to the left than the proper location for punching. The center pins, as they enter the holes, draw the stock back to the proper location. It is obvious that the punch A must be a trifle longer than the punches B' and B; were the small punches longer than A or even of the same length, they would hold the stock in such a manner that the centering pins could not locate it, and, moreover, the centering pins, striking on one edge of the hole, would spoil the blank punched, and probably cause the pins to break. The centering pins must not be a tight fit in the holes, or the punched blank will stick to the pins and return with the punch. By carefully fitting the pins to a punched hole, punching within a very small limit of variation can be insured; in fact, for most classes of work, it is possible to punch near enough to standards for all practical purposes.

Fig. 341. Gang Die.
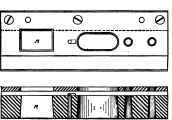
Fig. 342. Punch and Die Which Cut Away Scrap.
When a gang die of the design shown in Fig. 341 is used to punch a strip wider than is necessary to get out two punchings, it will be readily seen that the scrap left between must be removed by some means. This is frequently done by a large lever shear or a pair of power shears, but that is a costly operation where many pieces are punched at a time. To avoid this extra cost, dies are made with an extra opening, and a punch working into this cuts away the surplus stock or scrap, leaving the edge of the sheet straight and in condition to rest against the guide. In Fig. 342, the opening A is the trimming die; the punch working in this cuts away the scrap, leaving the edge of the sheet straight. At times, punches set in a holder, Figs. 341 and 342 have a tendency to loosen and draw out of the bearing. A method for preventing this is shown in Fig. 343, an angled block pressing against the punch shank A.
Fig. 343. Punch Holder to Prevent Loosening.
Fig. 344. Repairing Wom-Out Die with Fuller.
When a die becomes worn through use so that the opening is large, it may be placed in the fire, brought to a forging heat, and the opening closed with a "fuller", Fig. 344. After being annealed, the die can be worked out to size and hardened. In this way dies can be worked over several times. Fig. 345 shows a die with the core sawed out by means of a power saw.
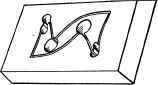
Fig. 345. Die with Core Sawed Out.
Continue to:
My Books

