Heating With Powdered Cyanide Of Potassium
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Heating With Powdered Cyanide Of Potassium
When an article of wrought iron or machine steel is to have a hard surface, it is treated while red hot with some material that forms a coating or case of steel, which hardens if dipped into water while red hot. Small articles, such as nuts, screws, etc., may be casehardened by being heated red hot and covered with a thin layer of powdered cyanide of potassium. When the cyanide of potassium melts, the article should be heated red hot again and plunged into water. Care should be exercised when using the cyanide, as it is extremely poisonous.
It is sometimes desirable to harden a piece by this method, and to have the surface colored. This may be accomplished by having the surfaces first perfectly clean and well polished. Then, when heated, and cyanide has been applied and allowed to "soak in", the piece is dipped into a bath of clean water. Before dipping, place a piece of pipe in the water, blow through the pipe, and dip the article down through the water where the air bubbles are coming to the surface. The air in the water helps to produce a mottled appear-ance on the surface.
Heating With Bone And Charcoal
The process described is suited for hardening a few pieces quickly, but it is not recommended for large quantities of work. When many pieces are to be case-hardened at a time, the following method will be found less expensive and far more satisfactory:
Granulated raw bone and granulated charcoal are mixed in equal quantities, or one of the several good commercial case-hardening compounds now on the market may be used. Some of these compounds are more rapid in action than bone, and most of them are cheaper. But whether one of these or bone is used, the same general instructions are to be observed.
A foyer of the mixture is placed in an iron hardening box to the depth of 1 or 1 1/2 inches, and on this the articles to be hardened are placed. The pieces should not come within 1/2 inch of each other, or within 1 inch of the walls of the box at any point; they should be covered with a layer of the mixture to the depth of 1/2 inch. Successive layers of articles and mixture are placed in the box up to within 1 inch of the top, the remaining space being filled with packing material; the cover is then put in place and the edges luted with fire clay. Test wires should be used as described for annealing. The heating must be timed from the moment when the contents of the box are red hot, as determined by the test wires. The length of time the work is allowed to run while red hot depends upon the desired depth of the hardened surface; generally carbon will penetrate wrought iron \ inch in 24 hours; but as it is rarely necessary to harden deeper than 1/32 inch, the work may be kept red hot from three to four hours. With small pieces, the contents of the hardening box may be dumped into a tank of running water; if the pieces are large, it is necessary to dip them one at a time just as in the case of tool steel. For extreme toughness, the pieces, if small, may be dumped into a perforated sheet-metal pan and the packing material sifted out, after which they should be placed in a bath of oil. If not sifted out, the packing material will stay at the top of the oil and set fire to it.
When a fine grain and strength are desired in the casehardened portion, it is advisable to pack the articles in the hardening box as described, then to heat them in a fire for a period that insures the desired depth of penetration of carbon. The work is then allowed to cool in the box, after which it is removed, heated in the fire, and hardened by dipping in the water or oil bath.
At times, charred bone should be used instead of raw bone, as the charred bone makes the hardened article stronger. For colored surfaces charred bone mixed with charred leather is extensively used. If we wish to harden for colors, it is necessary to employ comparatively low heats and to hold the box very close to the top of the bath when the work is dumped, in order that the pieces may not be exposed to the oxidizing action of the air. It is not advisable in making colored surfaces to allow air to come in contact with heated work passing from the box to the bath, but if air is introduced into the hardening bath excellent results may be obtained. In Fig. 20 is shown an air pipe which enters the bath with the water supply, the air being forced in by a pump.
In order that work may not go into the bath in a mass, the contents of the box should be shaken out, a few pieces at a time, or wires should be located along the top of the tank to separate the articles so that the liquid can act on each piece. The bath must be deep enough to allow the articles to chill below a red before striking the bottom, or unsatisfactory results will follow.
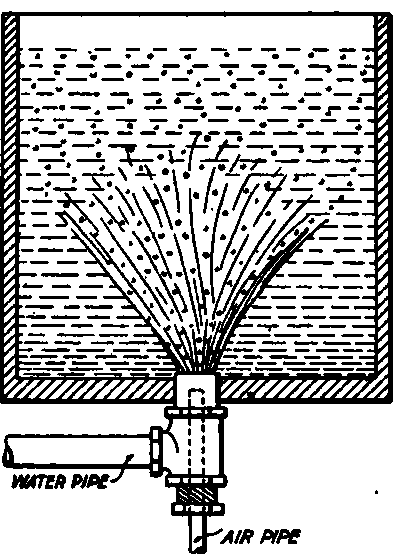
Fig. 20. Hardening Bath with Air Supply.
Heating In Melted Cyanide Of Potassium
Cyanide of potassium may be melted and heated red hot in a cast-iron crucible or pot, and pieces of work suspended in it until they are red hot, when they should be removed and plunged into the water to harden.
Beautiful colors may be obtained by this method, if the surfaces of the work are nicely polished and cleaned before it is placed in the cyanide. The heat should be low, and the articles should be passed through a spray and then into a tank of clear water. In order to get the spray, Fig. 21, it is necessary to have a supply pipe coming down from above the tank with the end so flattened as to make a long and very narrow opening. If colors are wanted, and a hardened surface is not, use in the crucible what is known as "50 per cent" fused cyanide. Unless the steel is sufficiently high in carbon to harden of itself, the surfaces will not harden.
Continue to:
My Books

