Lathes
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Lathes
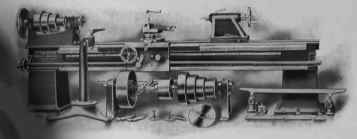
Of all power-driven machines, the most indispensable to the pattern maker is the wood turning lathe. In a small shop where small patterns only are made, a 14-inch or a 16-inch speed lathe, such as is shown in Fig. 87, may prove sufficient for all purposes; but if only one lathe can be afforded, it should be a regular patternmaker's lathe, similar to that illustrated in Fig. 88.
The latter differs from the speed lathe in that the head-stock spindle extends through the left-hand bearing, and is fitted to receive face-plates and chucks, the same as on the inside end.
The arrangement of the countershaft is also such as to give a much wider range of speed to the lathe head, so that pieces of very large diameter may be turned at a speed proportioned to their sizes. These lathes are also fitted with a hand-feed slide rest - either compound, as shown in the illustration, or a plain sliding tool-holder moved by a rack and pinion, as may be desired. The tail stock is so arranged as to be adjustable for turning long cylinders, either tapering or straight, as may be required. When not in use the slide rest may be removed from the lathe, and the ordinary tool rest and rest socket substituted in its place for hand turning.
The speed at which a lathe should be run is always indicated by the manufacturer, the countershaft usually running at a speed of 500 to 550 revolutions per minute.
A variety of chucks and face-plates, used for holding the work, are always furnished with a lathe. Some of these are shown rise only a plain board 7/8 inch to 1¼ inches in thickness and of a slightly greater diameter than the required pattern. This board is screwed fast to the iron face-plate as shown in Fig. 89, to which, after being placed in the lathe and turned true, the pattern is attached, as will be fully illustrated and described farther on. For patterns of a medium size, say 20 inches to 30 inches in diameter, the board should be stiffened by means of a wide wooden bar firmly, screwed across the back, as in Fig. 90.

Fig. 87.
WOOD LATHE.
Oliver Machinery Company.

Fig. 88.
When chucks are needed for very large or heavy work, the chuck, in order to prevent vibration, must be strong in proportion. It is best made as illustrated in Fig. 91, in which the front of the chuck, as shown at a, will be least affected by the moisture in the air if left unglued, or at best only tongued and grooved, being held together by the cross-bars only, as shown at b, to which it is firmly screwed, without glue. This chuck is simple and cheap, and will be found in practice much stronger and more rigid than one built up out of sectors or in a more elaborate way.
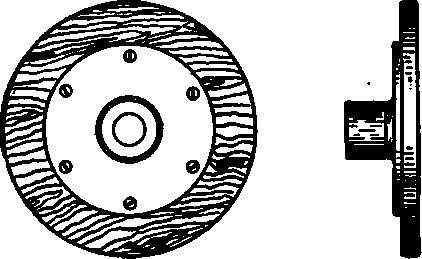
Fig. 89.

Fig. 90.

Continue to:
My Books

