Melting Iron
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Melting Iron
We now come to the preparation of the cupola and the melting of the iron. The first thing to be done is to enter the cupola and daub the places of the lining that have been burned away. Fire clay mixed with a small quantity of sharp sand is used. It should never be put on in greater thickness than one inch. When this is insufficient to prevent the shield from becoming red hot the .cupola should be relined. After the inside has been cleaned of adhering slag and daubed, the bottom doors are closed and propped. Upon the bottom a protection of sand and cinders is placed and rammed down. It is then coated with a thin layer of fire clay to prevent its washing away. The front is built up with fire clay and the spout lined with the same. It. is best to build a small fire of charcoal in the spout, to dry it, before the charge is put in.

Fig. 2.
The Bed is the name applied to the fuel that is first put in the cupola. The work of forming the bed should be carefully done. First some shavings are placed near the tap hole and upon these enough perfectly dry wood to ignite the main fuel. Either coal or coke may lie used for the bed. The depth will be less with the former than with the latter. If coal is used Lehigh lump anthracite will be found to he the best. If coke, use large pieces of Connells-ville. The bed should be made 12 inches thick for coal and 18 inches for coke.
Charging
The first charge or layer of iron is thrown in on the bed. It usually amounts to about three times the weight of fuel. Thus, in a 42-inch cupola, the bed would consist of about 520 pounds of coal upon which 1,500 pounds of iron would be thrown for the first charging. If the cupola is in good working condition the successive charges may be in the proportion of about one pound of fuel to 9½ pounds of iron. Thus, for a 42-inch cupola the charges should consist of about 400 pounds of fuel and 3,800 pounds of iron.
Melting
After the cupola has been filled with alternate layers of fuel and iron to the charging doors, it is ready for lighting. As the cupola has been daubed with damp materials, it is necessary that it should be dried before the blast is put on. The fire is, therefore, usually lighted at the vent hole about an hour and a half or two hours before the pouring is to begin. This kindles the bed, heats the cupola and first charge of iron; besides it either ignites or heats the fuel above. About twenty minutes before pouring is to begin the blast is put on.
The Blast is usually supplied by a fan blower which should be driven by an independent engine. The pressure of the blast is dependent on the size of the cupola. It varies from 6 to 16 ounces per square inch. The lower pressure may be used on 24-inch cupolas and the higher on 72-inch. It is necessary that the pressure should be sufficient to carry the air to the center of the cupola. For a cupola 42 inches in diameter the pressure should be 10 ounces.
In about five minutes after the blast has been applied the iron will begin to "come down." As the tapping hole is still open the iron first melted will flow out. This should be allowed to continue for a few minutes. The first iron to come down is not very hot. If the tapping hole were to be plugged at once, the iron would chill over the inside and choke it. When the iron is flowing freely the tapping hole is plugged with a piece of fire clay. This is done by fastening the clay on the end of a rod and jamming it into the hole. When this has been done the melted iron will accumulate in the bottom of the cupola and the lowest layer of fuel will float upon it. Strict watch is kept through the peep hole and when a sufficient quantity has been melted to fill the ladles, an iron bar is rammed through the tapping hole and the iron drawn off. When the cupola has been emptied the hole is again plugged so that the iron may accumulate.
As the iron comes down and the fuel is burned, fresh charges of both in alternate layers are thrown in at the charging door.
After all the iron of the last charge has been melted and drawn off and all the fuel burned, the prop supporting the bottom doors is knocked away. These fall and the contents of the cupola is dropped upon the floor, whence they must be cleared away after cooling.
Besides the fuel and iron that arc used for melting, it is sometimes advantageous to use a flux. A flux is "a substance that promotes the fusing of metals." The object of using a flux in a cupola is to separate the impurities from the iron as well as to make it more fluid. The materials most commonly used for this purpose are oyster shells and marble chippings. Limestone, as in blast furnaces, is also used. The proportion to be used is about six pounds of oyster shells per melted ton of iron. Where the iron is clean and it is not necessary to use a flux it will be found advantageous to throw in a shovelful of oyster shells or marble chippings. This helps clean out the cupola.
Sand
The greater portion of all foundry moulding is done in sand. The sand used for this purpose must have certain peculiar properties. It should have a uniform grain, have some adhesive qualities, and be infusible at high temperatures. A failure to possess the first quality will make even ramming difficult or impossible. If it will not adhere, when rammed, the mould will full to pieces. If it is not infusible, it will melt under the high temperatures to which it will be subjected and ruin the casting. A good moulding sand should, therefore, consist mainly of silica. Silica is one of the most infusible of the elements. The sand is made adhesive by mixing with it a little magnesia or alumina, usually the latter. It is found as an oxide of aluminum in the form of a clay. Moulding sands are found in various parts of the country. They are found in Canada, Central New York and New Jersey. Any sand containing limestone should be rejected.

Fig. 3.
Cutting Up Sand is the process by which sand is worked into condition for use in the moulds. It is now sometimes done by special machinery. Ordinarily it is heaped in winrows across the floor of the foundry, pails of water are thrown over it and it is then shoveled back and forth until the moisture is evenly distributed. No rule can be given for the quantity of water to be used. The sand should be brought to about the same condition of dampness as that prevailing six or seven feet below the surface of an ordinary sand bank.
Flasks
A flask is the frame in which the sand is held while the mould is being made. It also usually holds the sand until the iron has been poured. They vary greatly as to form and size.
Flasks are often made of wood, but when many castings are to be made from any one pattern it is better to use cast iron. The ordinary form of wooden flask is shown in Fig. 3. The upper portion A is called the cope and the lower portion B is the drag or nowel. The difference is that the cope is provided with a number of crossbars a a. These bars provide surfaces to which the sand adheres when the cope is lifted from the pattern. The drag has no crossbars because it is only lifted or moved when there is an opportunity to clamp a moulding board on each side of it to hold the sand in position. In order to insure an accurate registering of the two parts of the flask, a dowel pin and plate is attached to each end as shown at b Fig. 3.
The frame of the flask should be made of sound wood about 1 ½ inches thick and of a width suited to the size of pattern to be moulded. It should be tied together with bolts to prevent breakage. The bars are made of thinner material. They may be from ¾ to 1 inch in thickness.
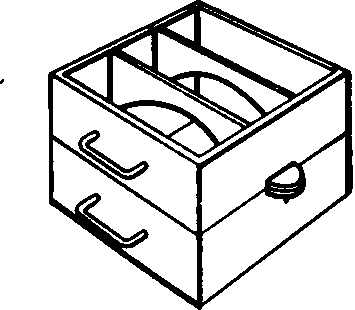
Fig. 4.

Fig. 5.
Iron flasks (Fig. 4) are made of cast iron. The thickness of metal ranges from \ inch upward, according to the size of the flask. The bars of the cope for small flasks may be made | inch thick. The edges of the drag and cope should be planed where they come together. Dowel pins should be fitted into lugs cast on the side of the flask so that the mould will always register accurately.
The size of the flask chosen for any piece of work, should be such that a thickness of from at least 2 to 3 inches of sand should be upon all sides of the pattern. This thickness must be increased as the weight of the casting increases.

For very light work snap flasks are used. These open out and may be removed from the sand before the metal is poured. It is thus possible to make a large number of moulds in a single flask. This saves in the original investment of the foundry. An ordinary snap flask is shown in Fig. 5.
Large flasks are usually provided, both in the cope and drag, with trunnions by which they are raised and moved. They should also be strengthened at the edges as shown in Fig. 6.
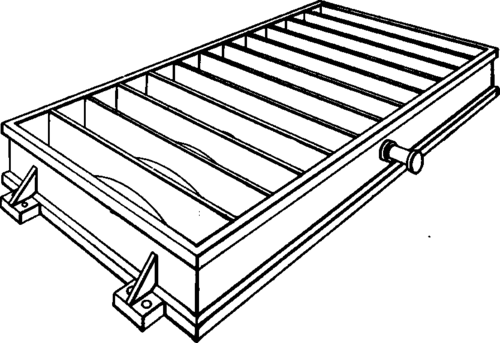
Fig. 6.
Flasks are also made with the sides hinged; for dressing they may be turned down with a portion of the sand.
Continue to:
My Books

