Punch And Die Work
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Punch And Die Work
Dies
A die used for punching a blank from a sheet of metal is termed a blanking die, and is generally considered as belonging to one of three classes: plain (or simple) die, gang die, or compound die.
A set of blanking dies consists of a male die, or punch, and a female die, or die block. The die block is that part of the die which has a hole of the same outline as the desired blank; the male die, Or punch, is of a shape that fits the impression or hole of the die block.
When punching work on a punching press, the stock is placed on the die and the punch forced through it into the die; this drives a piece of stock of the same outline as the hole down into the die block. As the punch is forced through, the metal in the sheet has a tendency to close on the punch and to be raised by it. In order to prevent this, the die block is provided with a stripper plate, or stripper, which is fastened to the die, or to a shoe holding the die, at a height that allows the metal to be punched to pass freely between it and the die. The stripper must be strong enough to force the stock from the punch without springing, especially if the punch is slender and the stock thick, for if it did not, the punch would be sprung or broken.
In order to guide the stock over the die and leave the proper amount of margin or scrap at the edge of the sheet, a guide is furnished. The guide is usually made of stock sufficiently thick to bring the stripper the proper height above the face of the die. A gage pin, or stop, is usually provided, so located that the proper amount of scrap is left. Boiler Plate Punches. Punches for use on boiler plate and similar material are made with a locating point as shown at B, Fig. 306. This point enters a prickpunched mark, and so locates the sheet for punching. The workman lays off and prickpunches the sheet where each hole should be; the sheet is then taken to the punch press, and each hole is punched as laid off.
Punches For Large Holes
In Fig. 306, A is the form generally used for punching large holes, or for heavy material. If the face of the die is made flat, it is necessary to shear the punch. The die is made round in form, as shown, and is held in the bolster by means of a round-end set screw which enters a cut on the side of the die near the bottom.
Fig. 306. Punch for Boilor Plate Showing Locating Point.
In Fig. 307, A is the die block, B the hole through the die block of the shape of the piece to be punched, C the stripper, D the guide, and E the gage pin or stop.
Die Holders
Dies are held in position on the punching press bed by various methods, the most common of which are the forms of holdfast shown in Figs. 308 and 309. These die holders are known by various names, such as chair, bolster, and chuck. Large dies are clamped to the bed of the press.
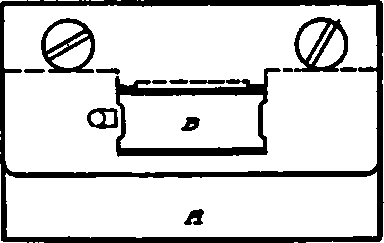

Fig. 307. Punching Die.
Dies are usually beveled on the edges that come in contact with the die holder, to prevent their rising from the seat. The angle given to the edges varies according to the ideas of the designer. An angle of 10 degrees from the vertical gives satisfaction, although some mechanics insist on an angle of 15 degrees or even 20 degrees.
Fig. 310 shows a die holder with a die whose edges are at an angle of 10 degrees; the die is held in place by set screws. It is generally considered advisable to place a gib, or shim, between the set screws and die as shown. Sometimes the gib is omitted, and then the set screws bear directly on the edge of the die. Some tool-makers prefer a die holder without set screws, and hold the die securely in place by the gib, which is made wedge-shaped and is driven to place.
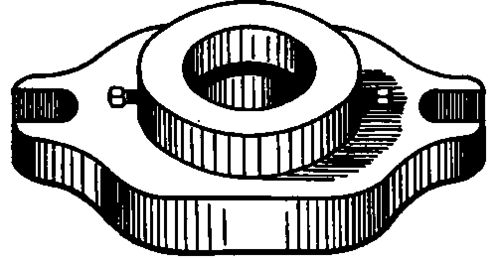
Fig. 308. Form of Holdfast.
Fig. 311 shows a method of holding dies which allows them to be easily set in position when rigging up. The die is placed on the seating of the die holder, and brought to the proper position. The set screws are then brought against the edge of the die, or against strips of steel which are placed between them and the edges of the die.
Continue to:
My Books

