Punches And Blanking Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Punches And Blanking Dies
Functions
A punch and die, such as shown in Fig. 16, used to punch out from sheet stock the initial plain blank in Fig. 17, is called a blanking die. The plain blanking die has been elaborated upon so that the die can be made to do several operations prior to blanking, but as long as the desired blank is punched from the stock, regardless of prior operations on the blank, the die comes under the general classification of blanking dies.
Piercing-And-Blanking Die
Fig. 18 shows what is known as a piercing-and-blanking die, also cut and follow, and combination die. With this type of die no very accurate work can be expected, for curvature in the sheet means varying distances between pierced holes. Another cause of inaccuracy is due to the fact that, in this instance, the two pierced holes in the stock are located over the blanking die by means of the pilots aa, and that these pilots are of necessity a trifle smaller in diameter than the holes, which allows variation in any direction. Also, curved or kinked stock straightens out when the face of the blanking punch comes in contact with it, causing the holes to become of greater distance between centers, and distorted, due to pressure against the pilots. This die should be used only on work that does not require accuracy closer than 0.005 inch.
Spring Stripper
Fig. 19 shows the same design of die, with the addition of the spring stripper a attached to the punch plate. When the spring stripper comes in contact with curved stock on the face of the die, the spring pressure straightens the stock prior to piercing and blanking. Accuracy closer than 0.003 inch cannot be expected with this type of die. Hardened Bushings. When this type of die is to be employed for blanks over 2 inches long, the design shown in Fig. 20 should be used. The blanking section a is of tool steel and hardened, while the pierce section 6 is of machinery steel and has the holes bushed with hardened steel, the objects being: a saving of expensive tool steel; a smaller piece to harden, thereby lessening the chances of cracking when hardening; and removing the possibility of center distances changing. An added advantage is in the use of the bushing which can be easily changed without annealing the die. The designer should call for bushed holes in all piercing-die holes where possible, whether of hardened tool steel or soft steel, for, if a different size hole is desired, all that is necessary is to make a new bushing.

Fig. 16. Typical Blanking Die.
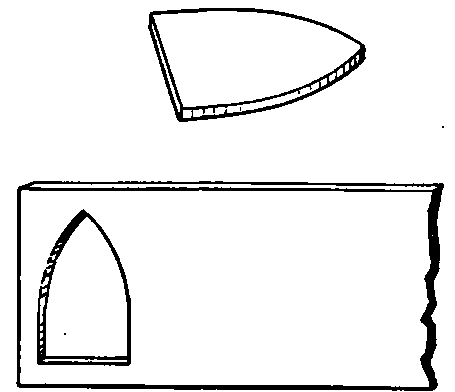
Fig. 17. Metal Sheet and Blank Cut from It by Blanking Die, Fig. 16.
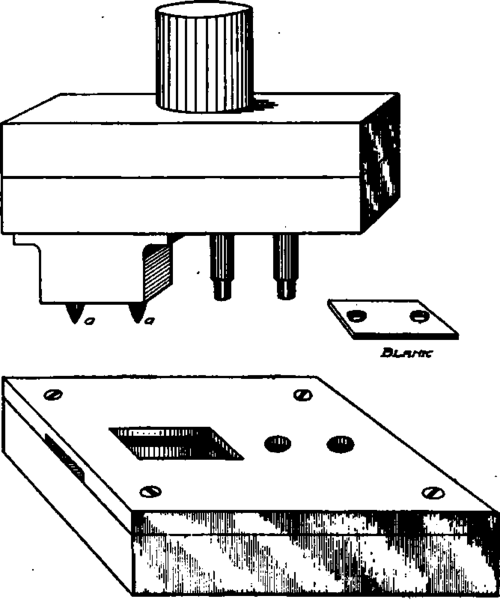
Fig. 18. Typical Piercing-and-Blanking Die.
Punches
Piercing punches should be designed with heads, Fig. 15, as they are the easiest to make and cannot be pushed or pulled out of the punch plate. Using a set screw against the shank of the punch is not so good as it tends to tilt the punch.

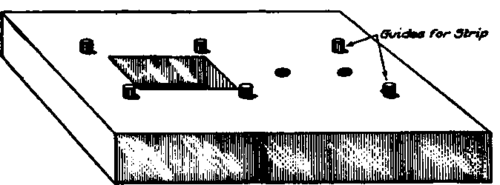
Fig. 19. Die Shown in Fig. 18 with Spring Stripper Added.
Subpress Die
The cross-section in Fig. 21 shows a subpress die in its simplest construction. This type produces the most accurate work of any die in the blanking class. The designer should never call for a subpress die for work that does not require extreme accuracy; neither should he call for a piercing-and-blanking die when accuracy in the blank is required. When designing a subpress die, care must be exercised in having the necessary rigidity in the various members, especially in the guide pins aa. If there is considerable work to be made requiring subpress dies, then a suitable pattern should be designed and the bodies and base made of castings.
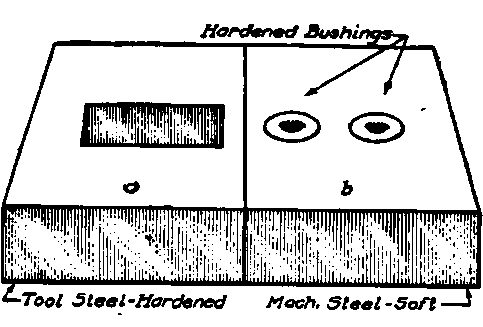
Fig. 20. Sketch Illustrating Suving in Expensive Steel by Use of Bushings.
In Tool-Making, Part III, Figs. 380, 381, and 382 show the three styles of subpress dies most generally used.
Combination Die
In Fig. 22, herewith, is shown a peculiar type of die that is not old enough to enjoy a name but might properly be termed a combination. The stripper is left out of the upper part to make the sketch clearer. This die differs from others in that there really is no die proper but it is made up of a number of punches. As previously stated, the stock is punched away, leaving the blank on the strip, in which position the blank can be handled for successive operations, while in reality the blank is not handled at all.
Fig. 21. Section of Typical Subpress Die.
Elaborations
Fig. 23 shows this die elaborated to the extent of producing the profile which forms the blank, of piercing the holes, of cutting the blank from the strip, and of final-forming the blank to L-shape, all at one stroke of press. Of course, it is necessary at the start to move the strip four times, and 4 strokes of the press are required before a finished blank is severed from the strip, but thereafter, to the end of the strip, a piece, as shown in d, Fig. 2, is completed at each stroke. This type of die offers untold opportunities to the designer, for cross-slides for bending some particular part can be added to the die, and the die can even be fitted with a tapping fixture actuated by gears driven by a rack attached to the punch plate, so that the desired blank can be blanked, formed, pierced, bent, tapped, cut off, and final-formed at each stroke of the press. One design of tapping fixture applicable to punch and dies is shown in Fig. 24; the vertical shaft a, to which the tap is attached, contains a long key by which the bevel gear rotates the tap shaft.


Fig. 22. Combination Die.
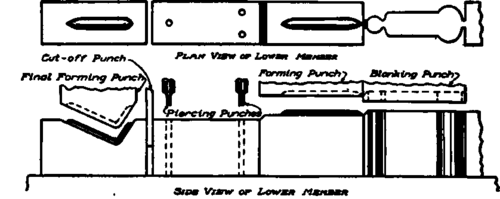
Fig. 23. Elevation and Plan of Progressive Steps in Forming Finished Blank.
Plan View.
Fig. 24. Derign of Tapping Fixture for Tapping hole in blank.
Continue to:
My Books

