Riveting
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Riveting
Riveting is not a welding process but it deserves a place in any treatise on the art of joining metals because it is in such general use for that purpose. While it is true that riveting is rapidly being superseded in many cases by various welding processes, it will never be abandoned entirely and is therefore worthy of consideration here.
Details Of Process
The process of riveting consists in joining pieces of metal by means of rivets, which are short pieces of soft bars or rods with a head on one end. They are usually made of the same material as the pieces to be joined, such as steel, iron, copper, brass, aluminum, etc., and are used hot or cold as may be required. Steel and iron rivets for joining plates or other pieces of the same materials are usually red-hot when used; so they are easier to head over and will draw the pieces tightly together as they shrink while cooling. Rivets of softer materials are used cold.
Shapes Of Rivet Heads
The more common forms of rivet heads are shown in Fig. 45, wherein A shows a plain round head on both sides of the plates; B shows a round head on both ends but with the plates slightly countersunk to form a shoulder under the head for added strength; C shows a plain rivet with a pointed or steeple head above and a rose, or cone, head below; D shows a countersunk head above and a round head below; E is similar to D with the lower plate countersunk to give a shoulder under the head, and F has countersunk heads both above and below. Round heads are most cornmonly used; steeple and cone heads are used for boilers; and countersunk heads are used only when necessary for finish or to avoid some other attachment.
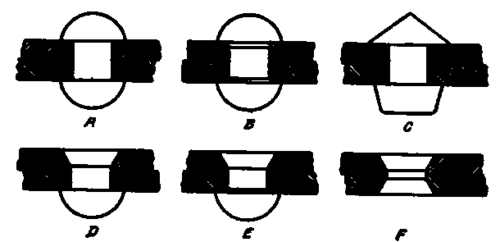
Fig. 45. Types of Rivet Heads.
Tank And Boiler Work
When making tanks, pipes, boilers, or other articles of steel plates, the first operation is to shear the plates to the desired size and then trim the edges. Rivet holes are then punched or drilled near the edges of the plates, these being of the proper size and quantity for the strength demanded. If the article to be made is cylindrical in form - such as a boiler - the plates must be bent to the proper shape by being passed through rolls after the rivet holes are made. A few bolts should be put into some of the holes, after the plates have been placed in proper position for riveting, in order to hold the plates in place until the rivets have been driven and set. These can then be removed and rivets substituted for them. Rivets always used to be headed over by hand but machine riveting has been adopted now for nearly all work done in shops and a large part of that done in the field; it is much to be preferred on account of its uniformity.
Types Of Joints
The joints used in riveting plates are either of the lap or of the butt type; a lap joint is one where the plates are laid on top of each other, and a butt joint is one where the plates come together edge to edge with another plate covering the joint. The added plate is known variously as a "welt strip", "cover plate", or "butt strap"; two of them are used for extra heavy work. Where the plates lap over and a single row of rivets is used, the joint is known as a "single-riveted lap joint", Fig. 46, this being the commonest and most used form of joint and being entirely suitable for the majority of seams. Where the plates lap further and two rows of rivets are used, as in Fig. 47, it is called a "double-riveted lap joint", this type being used for moderately heavy plates or for high pressures. If the plates are brought together edge to edge and a cover plate put on one side as in Fig. 48, it is known as a "butt joint with a single strap" and is frequently used for the lengthwise seams of tanks or boilers. For very high pressures and heavy plates the custom is to use a "butt joint with two welt strips", two rows or three rows of rivets being used through both plates and strips, and an additional row passing through the inner strip and plates only, Fig. 49. Other types of joints are sometimes used but these are the most common and most easily made. When a single butt strap is used, it is about 1 1/8 times the thickness of the plates but when two are used, the outer one is of the same thickness as the plate and the inner one is about ¾ the thickness of the plate. Butt joints should be used for plates over ½ inch thick, two strips being used. Lap joints are used for the girth or circumferential seams and butt joints with one or two straps for the longitudinal seams, Fig. 50. The lengthwise seams of a boiler have the greatest strain on them.

Fig. 46. Single-Riveted Lap Joint.
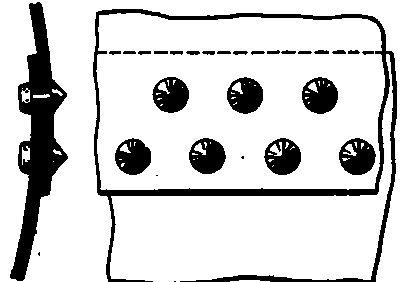
Fig. 47. Double-Riveted Lap Joint.

Fig. 48. Butt Joint with Single Strap.
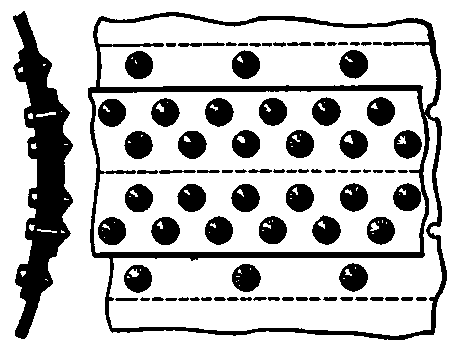
Fig. 49. Butt Joint with Two Welt Strips.

Fig. 50. Typical Boiler Shell Showing Method of Riveting.
Strength Of Joints
The strength of a riveted joint depends upon the materials used, the diameter and number of rivets, and the way in which the strain is applied to the rivets. The plate may break along the line of the rivet holes; or the rivet itself may shear off; or the plate may shear out in front of the rivet or it may simply crush in front of the rivet. Rivets should never be used where they are subjected to a tensile or pulling strain as their greatest strength is when in shear or crosswise strain. If they can be placed in double shear through using butt joints and butt straps on both sides, they work still better. Plates seldom shear in front of the rivets but sometimes they break along the line of the rivets and rivets sometimes shear off or pull out under heavy strains.
Table I gives the figures used by several boiler and tank makers for riveted joints and applies to single-strap butt joints and lap joints. The "efficiency of joint" indicates the relative strength of the joint and the rest of the plate, and is given as a ratio. The "pitch" indicates the distance between the centers of the rivet holes in the plate.
Table I. Efficiency Of Single-Strap Butt Joints And Lap Joints
Thickness of Plate, Inches | DlAMETER or RlVET, Inches | Diameter oF Hole, Inches | Pitch | Efficiency of Joint | ||
Single, Inches | Double, Inches | Single | Double | |||
¼ | 5/8 | 11/16 | 2 | 3 | .66 | .77 |
5/16 | 11/16 | ¾ | 2 1/16 | 31 | .64 | .76 |
3/8 | ¾ | 13/16 | 2 1/8 | 3i | .62 | .75 |
7/16 | 13/16 | 7/8 | 2A | 3i | .60 | .74 |
½ | 7/8 | 15/16 | 2i | 3½ | .58 | .73 |
When laying out plates and riveting, care should be taken to see that the various longitudinal seams do not come in line with each other, but that they are offset, or staggered. The inner plate of the longitudinal seam should be hammered thin at the edge where it comes to the circumferential or girth seam so that the rivets can draw the plates tightly together at all points; otherwise there will be leakage.
When rolling iron and steel plates, there is a fiber formed lengthwise of the plates in the direction they are rolled and, when making boilers or tanks, it is important that this fiber should run around the boiler in the direction of the girth seams to get the greatest strength. When ordering plates, it is customary to give that dimension first which indicates the way the fiber must run. When plates are to be flanged or turned up around the edge, as for heads of tanks or boilers, the curve at the corner should have a radius equal to at least four times the thickness of the plate and the material should be of the best quality. Marine boilers sometimes have the edges of the shell flanged inward and a flat plate used for the head, but this method is more expensive than flanging the head for most work. Calking. Calking is the operation of closing the edges of a riveted joint to make the plates fit tight and give a good joint. A round-edged tool, Fig. 51, is driven against the edge of the overlapping plate so as to make it flow down against the other plate and close up any space between them at the edge. Unless this operation is properly done, however, the seam may be opened instead of closed and the joint be made worse than before, and this is one of the operations that is being superseded by electric welding. Electrical calking is done by using a metallic electrode and depositing metal along the edges of the plates by means of the heat from an arc, thus covering the joint and drawing the two plates together, Fig. 81.
Riveting Tools
The tools required for riveting consist of hammers, calking tools, rivet sets for forming the heads, rivet heating furnaces, punches, shears, drills, drifts for drawing the holes in line, and, in some cases, pneumatic or hydraulic riveting machines. For the average small shop it will be sufficient to have hammers, heaters, shears, punches, and drifts, with a set or two for the heads. The use of drift pins for drawing the holes in line is very common practice on cheap work but should never be done on a good job as it distorts the holes and prevents the rivets from filling them. Punched holes should not be used for good work as this operation is liable to injure the plates. Drilling is preferable, especially for steel plates.
Continue to:
My Books

