Shearing Dies. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Shearing Dies. Continued
Surfacing
After hardening, the face of the punch should be ground to insure a good sharp cutting edge all around, which is an aid when transferring the outline to the upper half. The back of the punch is now ground parallel with the face of the punch. This should be done by placing the face directly on the bed of a surface grinder and holding the punch to the bed with wax applied with a heated soldering iron. A suitable wax for this purpose consists of the following parts by weight: beeswax 7; resin 2; shoemaker's wax 1. It is obvious that, when two surfaces are to be parallel, great chances for errors are experienced in gripping the work in a vise, and, after machining one surface, in gripping the work again for machining the opposite side. Always work from one face to another when possible, and, if the work requires extreme accuracy as regards parallelism, a cast-iron plate or a piece of steel somewhat larger than the piece of work to be machined is waxed to the bed of the grinder or shaper and the surface made smooth and true by light cuts.
We now have a temporary bed that is absolutely parallel with the line of travel of the shaper ram or the V-ways of the grinder. The piece of work is now in turn waxed to this temporary bed and one side of the work machined and all wax removed from the work and the face of the temporary bed, then the work is placed machined face down on the temporary bed, and the other side is machined. This temporary bed can be also applied to lathe work by strapping it to the faceplate of the lathe, and truing the surface as a temporary faceplate; then strapping the work to this temporary plate the surfaces can be properly machined.
A magnetic chuck, a flat-topped box containing coils that become powerful magnets when current passes through them, is used extensively for holding flat work, but if the work is thin the wax should be used instead of the magnetic chuck, for the reason that the magnetic attraction is so great that a curved thin piece of work will be straightened against the face of the magnetic chuck, and if the surface of the work is ground or machined it is level until the current is turned off in the chuck and then instantly assumes its original curved state.
Making Upper Punch. Transferring
The lower punch is now finished, and its outline must be transferred to the punches of the upper part of the die. The small piercing punch c, Fig. 43, is the first punch to be permanently located in the punch holder and is left as previously described, 1/16 inch longer than the larger trimming punches. The large blocks for the trimming punches are attached to the punch plate by screws, and while dowel holes are placed in the punch blocks, the dowels are not put in until after the punches are hardened. Having attached the upper punch blocks in place on the punch holder, the piercing punch is entered in the piercing die and the lower part is positioned so that its edge is parallel with the edge of the punch holder of the upper part. In this position the two parts are clamped, the outline of the lower punch is scribed on the face of the punches of the upper half, and the punch blocks then are removed from the punch holder.
Machining
The face of a block is placed against the solid jaw of a shaper vise, and a rod, say of ½-inch diameter, is placed between the movable vise jaw and the back of the punch. This insures the face of the punch being flat against the face of the solid jaw. If the rod were not used and the movable jaw should tilt slightly, as they invariably do, the work would be just as likely to lie flat against the movable jaw, which is then on an angle, as it would against the solid jaw, and the planed surface would not be at right angles with the face of the punch. By using a semicircular shaper tool the entire punch can be machined. For machining semicircles in the shaper, it is a good plan to turn up a disc, Fig. 47, and attach it to a tool for use in tool post. As the disc can be measured, it is much easier to obtain the proper radius by turning the disc than it is to file the radius tool accurately. After all the punches of the upper half have been machined to the outline, they are then reassembled on the punch holder and the exact outline obtained by shearing. The object in leaving out the dowels until after the punches are finished and hardened is that, when milling or shaping to the line, too much stock might accidentally be removed, which would ruin the punch, but, as there is more or less play between the screw hole and screws, it is easy to move the. punch over far enough to obtain a sheared outline over the entire contour. After shearing, say, 1/32 inch deep, the punch should be returned to the shaper and the surplus stock carefully removed until the shaper tool just scratches the sheared part. This operation requires great care and the machine should be run slower than for ordinary work. Locating on Punch Holder. After smoothing and filing the punches with a fine file the punches are hardened and located on the punch holder, and, when firmly pressed against the lower punch, the screws are tightened in the punches of the upper half. The dowel holes are then transferred from punches to punch holder and the dowels inserted. The faces of the punches are ground by placing the back of the punch holder on the bed of the grinder. A stripper to work between the punches of the upper half is made of ¼-inch steel and is attached to the punch holder by screws surrounded by coil springs.
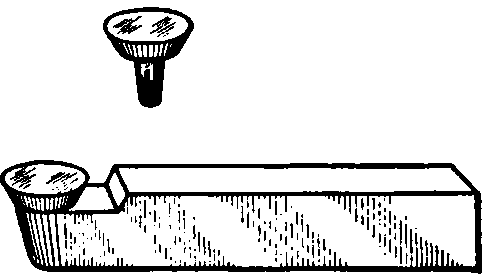
Fig. 47. Lathe Tool for Machining Semicircles.
The counterbored recesses in the punch holder are considerably deeper than the heads of the screws, so that as the stripper is pushed back the screw head can travel in the counterbored recess.
Continue to:
My Books

