Standard Tools. Drills. Flat Drills
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Standard Tools. Drills. Flat Drills
The forms of drills commonly used in the machine shop are the flat drill, straightway drill, single-lip drill, and twist drill.
Flat drills, intended for use in the engine lathe for chucking, are usually forged to shape in the forge shop. After centering the end, which rests on the tail center of the lathe, the lips are ground to shape, and the drill is ready for use. A drill of this description is shown in Fig. 24.
Fig. 24. Flat Drill for Chucking in Lathe.
If it is necessary to have the drill cut almost exactly to size, it should be forged somewhat wider than finish size, and the edges turned in the lathe, as in Fig. 25. The projection A must be left on the cutting end to provide a center for turning. If the drill is to be ground to size after hardening, the projection must be left on until the grinding has been done, but ordinarily this class of drill is not intended to cut exactly enough to require grinding to size.
Filing
If the edges of the drill are not to be ground to size, they should be drawfiled a small amount to avoid, binding. The filing should not come within 1/54 inch of the edge, and should be only a small amount - .003 or .004 inch will be found sufficient; if given too much relief, the drill will jump and chatter. The shank should be somewhat smaller than the cutting end - 1/32 to 1/16 inch - in order not to touch the walls of a hole drilled deep enough for the shank to enter. The center in the shank end should be large, to insure a good bearing on the tail center of the lathe, as shown at A, Fig. 24. Hardening. In hardening, the drill should be heated a low red to a point above the cutting end, preferably about one-half the length of the portion turned smaller than the ends. When dipped into the bath, it should be plunged about one inch above the cutting end. To insure good results, it should be worked up and down and around in the bath, which may be either water or brine. The temper should be drawn to a brown color.

Fig. 25. Making Flat Drill for Chucking.

Fig. 26. Usual Form of Transfer Drill.
When a flat drill is intended for use in a drill press, the shank is left round, in order that it may be held in a chuck or collet.
Transfer Drill
Another form of flat drill, termed a transfer drill, is very useful when a small hole is to be transferred from a larger. The shank C, Fig. 26, may be made of any convenient size; the portion B is of the size of the larger hole, while A is of the size of the hole to be transferred, and is a short flat drill.
If a lathe is used having draw-in split chucks, the drill may be made from drill rod which should be enough larger than finish size to allow B to be turned to insure its running true with A; the cutting part A may be milled or filed to thickness. The cutting lips are then backed off, and the drill hardened high enough up so that A and B are hard, as the portion A does the cutting, while B, being a running fit in a hole, is likely to rough if it is soft.
Fig. 27. Straightway or Straight Fluted Drill Courtesy of Union Twist Drill Company, Athol, Massachusetts.
To harden, the drill should be heated in a tube and dipped in water or brine, and worked up and down, to avoid soft spots caused by steam keeping the water from the metal, which sometimes happens when a piece has different sizes close together. The cutting portion A should be drawn to a deep straw color; B should be left as hard as possible, to resist wear. Straightway or Straight Fluted Drills. These drills have the flutes cut parallel to a plane passing through the axis of the drill, as shown in Fig. 27. They are used in drilling brass, iron, and steel, when the holes break into one another, as shown in Fig. 28.
The smaller sizes may be made of drill rod. After cutting to length, the blank may be put in a chuck in the lathe and the end pointed to the proper cutting angle. • When milling the flute, the shank may be held in the chuck on the end of the spiral-head spindle. The head should be set at an angle that makes the flute deeper at the cut-ing end of the drill than at the shank end; this causes an increase of thickness at the shank and makes the drill stronger than if the flute were of uniform depth throughout. The milling cutter should be of a shape that will make the cutting face of the drill a straight line when the drill is ground to the proper cutting angle. The corner should be somewhat rounded. The general shape of the cutter is shown in Fig. 29.
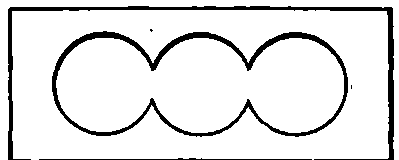
Fig. 28. Stock Drilled with Straightway Drill.
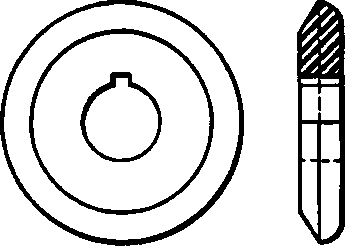
Fig. 29. Cutter for Straightway Drill.
Single-Lip Drill
For certain classes of work the single-lip drill is very useful. Having but one cutting edge, its action is similar to that of a boring tool used for inside turning in the engine lathe. The body of the drill being the size of the hole drilled insures the cutting of a straight hole, even in drilling work partly cut away, or castings having blowholes or similar imperfections. This drill does not cut as rapidly as the other forms, and consequently is not used where a twist drill would do satisfactory work.

Fig. 30. Single-Lip Drill Used with Bushings.
Fig. 30 shows a form of single-lip drill to be used with a bushing. The steel should be somewhat larger than finish size, in order that the decarbonized surface may be removed; the cutting end A and the shank B should be turned from .014 to .020 inch larger than the finish diameter to allow for grinding after the drill is hardened. The portion C should be turned to finish size and stamped. In order that the drill may be ground to size after it is hardened, it will be necessary to face the end back, leaving the projection containing the center as shown at A, Fig. 31. The cutting end should be milled to exactly one-half the diameter of B. After milling, the face C should be drawfiled until it is flat and smooth.
Hardening
When hardening, the drill should be slowly heated to a low red, a trifle higher than the portion that is to be cutting size; it should then be plunged into a bath of warm water or warm brine in order to avoid so far as possible any tendency to springing or cracking in the projection A. The tendency to crack is due to its peculiar shape and the difference in its size and that of the drill. After hardening, it may be drawn to a straw color.
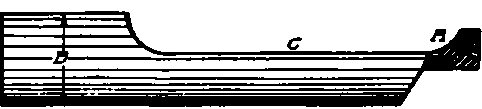
Fig. 31. Method of Making Single-Lip Drill.
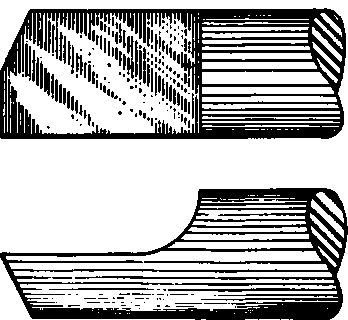
Fig. 32. Method of Grinding Single-Lip Drill.
Grinding
It is advisable to grind the shank first, in order that the machine may be adjusted to work straight. After grinding the shank and cutting end to size, the projection A may be ground off, and the cutting end given the required shape, as shown in Fig. 32.
Fig. 33. Rake of Cutting Face of Drill for Iron and steel.
Giving Rake To Cutting Face
When a single-lip drill is to be used on iron and steel, and not upon brass, it may be made to cut more freely by giving the cutting face a rake, as shown in Fig. 33. This is done by milling the portion A to the proper dimension, which is one-half the diameter of the blank. The end and sides of the drill are now coated with the blue vitriol solution and the desired shape marked out, after which the tool is placed in the milling-machine vise at the proper angle, and the required amount of rake obtained by means of small end-cutters. After giving the necessary end clearance, as shown in the two views of Fig. 33, the drill is ready for hardening.
Fig. 34. Single-Lip Drill with Inserted Cutter.
Inserted Cutter
In order to adjust a drill of this kind to compensate for wear, it may be made as shown in Fig. 34, in which one-quarter of the circumference plus the thickness of the cutter to be used, is cut away at A and a blade or cutter fastened in position, the top face of which should be radial. To compensate for wear, pieces of paper or thin sheet metal may be inserted under the blade. When cutting away the portion A, three holes may be drilled, as shown in Fig. 35.
If square corners are desired, care should be taken that the holes are located so that they will machine out when milling to the proper dimensions. After drilling, the body of the drill should be placed in a vise in the shaper, and by the use of the cutting-off tool (parting tool) the portion removed; but as it would be impossible to cut to finish dimensions, it will be necessary to finish with small end milling cutters, holding the tool in the chuck on the spindle of the spiral head. After machining one surface, the spindle may be revolved one-quarter turn and the other surface machined; this for Inserted Cutter insures square corners, and two surfaces at right angles to each other. The surface on which the cutter is to rest should be cut below the line of the center, so that the top edge of the cutter may be radial - that is, it should be cut the thickness of the cutter below a line passing through the center, Fig. 34.

Fig. 35. Diagram Showing Method of Cutting Out Quadrant.
The cutter should be made of tool steel and two holes drilled for the fastening screws. When the cutter has been fastened in position, it may be turned to the proper diameter by running the body of the tool in the steady rest of the lathe. Care should be used not to cut into the body or holder. After turning to size and facing the end square, the cutter may be removed from the holder, and necessary clearance given the end by filing; the outer edge may be drawfiled in order to smooth it, and a slight clearance given to prevent binding. This is done by removing a trifle more stock at the bottom than at the top edge. To harden, it should be heated to a low red heat and dipped in lukewarm water; the temper should be drawn to a straw color.
Continue to:
My Books

