Tongs
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tongs
Next to the hammer and anvil in importance and usage are the tongs. They vary in size from those suitable for holding the smallest wires to those capable of handling ingots and bars of many tons in weight. The jaws are also adapted to fit over the piece to be handled and are of a great variety of shapes, As the requirements of each piece of work varies so much from that which precedes and follows it, it is customary for the blacksmith to dress his own tongs and adapt them, from time to time, to the work he has in hand. Comparatively few, therefore, of the various shapes of tongs found in shops are manufactured and for side. A few of the general types and forms in common use are here given.
Fig. 13 represents the simplest form of tongs. These are known as flat tongs from the shape of the jaws. They are used for holding flat pieces of metal, and vary in size according to the work in hand.
Fig. 14 shows a pair of pick-up tongs. These are used for picking up hot pieces of metal that may have fallen upon the floor. They are usually light and have long handles so that objects on the ground may be reached without stooping.
Hound hit tongs are illustrated in Fig. 16. The jaws are concave and are suited (orbold* ing cylindrical objects. Tongs of this kind are frequently made of great strength and weight and are adapted to the handling of heavy shafts and axles.
Similar tongs are used for holding square pieces. In such. the jaws have a rectungular recess as in Fig. 18, instead of a circular one. A square piece can thus be held more securely by gripping on the corners than where it is seized on the flat surface.
A common modification of these last two forms of tongs is shown in Fig. 17. These arc called hollow-bit tongs. The jaws open out between the end and the pin, so that they are fitted for wising objects that are enlarged at the extremity. It is n convenient form for handling bolts upon which the head has been upset, also similar pieces. The tongs with jaws as shown in Fig. 16 are also made in the same way.
Fig. 13.
Fig. 14.
Fig. 15.
Fig. 16.
Pincer tongs, Fig. 18, are useful for many purposes, as in holding a piece that has a rounded projection rising from the main body. A modification of this form is shown in Fig. 19.
These are the principal shapes that are to be found in all 3hops. As already stated, there are innumerable modifications of them. A convenient form is the box tongs, Fig. 20, where one jaw is lipped down on its edges to steady the sides of a flat piece of work. Another form is shown in Fig. 21.
Tongs are used for holding metal that is at too high a temperature to be held in the bare hands ; for placing iron in and removing it from the fire, and work of a similar character. As the hand should be free to manipulate and turn the metal, the tongs are held in position by a link driven on over the handles as shown in Fig. 16. The elasticity of the latter serves to hold the work securely.
Chisels are of two kinds, those used on hot and those intended for cold work. These differ in that the hot has a thinner and sharper blade than the cold chisel. Fig. 22 shows a hot chisel and Fig. 23 a cold chisel. Both are held on handles like a hammer head. The blacksmith holds the work in position on the anvil with his left hand, while the chisel is held at the point to be cut with the right. A helper then strikes on the head of the chisel with a sledge. The work is usually facilitated by putting an anvil cone, Fig. 24, in the square cutter hole at the tail of the anvil.

Fig. 17.
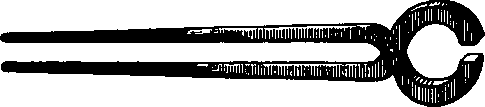
Fig. 18.
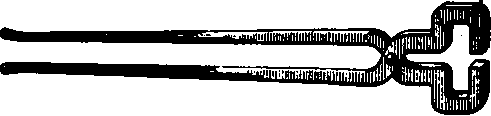
Fig. 19.

Fig. 20.

Fig. 21.
A common form of hot chisel for cutting off round bars or trimming off rough edges is shown in Fig. 25. This is known as the gouge chisel. Another, but more unusual form is the square chisel shown in Fig. 26.

Fig. 22.

Fig. 23.
The Flatter is a tool in common use and is shown in Fig. 27. It is for smoothing off the surface of metal that is being worked and thus removes hammer marks. It is held in the same way as the. chisels and is struck with a sledge by the helper-Sometimes the edges are rounded. This makes it possible to work up close to rising portions and form fillets. The flutter is also made with an offset on one side as in Fig. 28. It is then called afoot tool.
Fig. 24.

Fig. 25.
Fullers (Fig. 29), resemble the flatters in the uses to which they are put. They are also used for working into corners. Fig. 30, where it would be impossible to strike a satisfactory blow with a hammer.
The fuller shown in Fig. 29 is known as the top-fuller. One set in the anvil like an anvil cone (Fig. 31), is called a bottom-fultir.
Punches are also made with eyes and handles like the chisels, flatters and fullers. The extremity may be square as in Fig. 32, round as in Fig. 38. of an oblong or rectangular section, according to the work at hand. The size depends upon the hole to be punched. They are invariably used for making holes through hot metal. The ordinary method is to punch part way through from one side ; then turn the piece and drive through from the opposite direction. This avoids tearing the metal on the surface, and leaves a smooth hole at each end.

Fig. 26.
Fig. 27.
Fig.. 28.
Fig. 29.
Swages are used to do work similar to that done by flatters. The difference is that they are used to form some particular shape rather than a flat surface. The most common form of swage has a concave face. It is used to smooth off a round bar. For this work a top swage (Fig. 34), which is a struck with a sledge, and a bottom swage (Fig. 35), set in the anvil are used. In connection with the use of the swage which is used for drawing metal down to a required diameter, there is another tool which is very convenient. It takes the place of both the anvil and the bottom swage and is illustrated in Fig. 36. It is usually made of cast iron of an approximately square shape, with a number of grooves of different dimensions cut on the face. These grooves are used according to the diameter and shape of the piece being worked. It is called a swage block or a sow. The grooves at B are semi-elliptical, which should also be the shape of the curve of the top swage Fig. 34. The angular grooves are right-angled and are adapted to receive different sizes of square iron. The holes through the casting are available for punching, drifting, etc.

Fig. 30.
The tools here described embrace all the working tools that are to be used For general purposes. In addition to these, each blacksmith should have a set of outside calipers (Fig. 37), capable of taking in the various sizes of work that he may be called upon to make. He should also have a plain carpenter's square (Fig. 88 ), with the longer blade two feet in length. Where a single piece of work is to have many duplications it is well for the smith to make a pair of rigid calipers (Fig. 39), with the points ground the proper distance apart. For special work many tools may be devised; some of the more common forms of which will be described hereafter.
Fig. 31.

Fig. 32.
All of these tools should be kept in a tool nick standing conveniently near the anvil and forge. This rack should he so placed as not to interfere in any way with the movements of the smith or his helper. A common form of such a rack is shown in Fig. 40. It consists of a substantial table having two shelves. The upper shelf should be in the form of a tray. On each of the four sides there are racks a a, made of ½ inch round iron. By dropping the handles through the opening, the tools are held by the heads. In this position they arc readily seen and the proper one easily selected for the work in hand. In ordinary blacksmith work the iron is heated before any work is done upon it. Exceptions are found in the case of cutting metal, and in heading down small rivets, both of which operations are frequently done cold. Of these the former is more often done. To sever a piece of cold metal nick n groove about the metal and bend to and fro. All of the bending stresses are thus concentrated at the bot-torn of the groove, and the metal will break almost at once. The usual method of doing this work is for the smith to hold the bar to be cut hi the left hand, resting it upon the anvil at the place where it is to be severed. With his light hand he places and holds the cold chisel (Fig. 23), in position while the helper strikes it with a sledge. The bar is turned between each blow so that the chisel will travel around the bar.

Fig. 33.
Fig. 34.
Fig. 35.

Fig. 36.

Fig. 37.
Fig. 38.

Fig. 39.

Fig. 40.
Continue to:
My Books

