Tool Design. Gages
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tool Design. Gages
Classification And Usage
Gages are classed as ring, plug, snap, depth, male and female profile, receiving, and thread gages.
Limit Gage
The close limits to which many products are made to insure absolute interchangeability make it necessary to employ gages for almost every operation, and in many instances limit gages are required. Assume that the piece in Fig. 71 is to be made, which calls for dimensions in tenths of thousandths. It is an unwritten rule almost universally used by designers to specify by the dimensions the accuracy required. For instance, a dimension given in fractions is understood by most tool-makers to mean that scale measurement is accurate enough. When the dimension is in thousandths of an inch the accuracy must not vary more than one-thousandth, and when a dimension is specified in tenths of thousandths the variation must not exceed a ten-thousandth of an inch.
Fig. 71. Example of Piece to be Made of Accurate Diameter.
Fig. 72. Ring Gage of Given Diameter.
If a ring gage, Fig. 72, or a snap gage, Fig. 73, made exactly 0.6875 inch in diameter, were given the average operator employed in machining the piece in Fig. 71, the accuracy or variation in the 0.6875-inch diameter would be a matter of personal equation. That is, the gage would not be foolproof, for as long as the work enters the gage the operator would continue to make the pieces, whereas the diameter might be several ten-thousandths under size.
To eliminate this personal equation the gage is designed as in Fig. 74; one gage is made 0.6875 inch, while the other gage is made 0.6874 inch, and in operation, if the work enters the 0.6875-inch gage and not the 0.6874-inch, then the work must be of a diameter somewhere between the two. This type of gage is called a limit gage. Snap Gage. Various designs of limit snap gages are shown in Figs. 75, 76, and 77. The gage in Fig. 77, while more expensive than the other types of snap gages, is the most suitable design when subjected to constant use. Gages wear quickly, losing their trueness, and all that is necessary' in connection with this latter style is to lap the plates a, b, and c, perfectly flat and to reassemble the gage. The plates d and e are made of proper thickness, and they accurately space the plates a, b, and c. Plug Gage. Figs. 78 and 79 show the designs of plug gages most generally used. Figs. 80,81, and 82 show the limit type of plug gage.

Fig. 73. Snap Gage of Given Diameter.
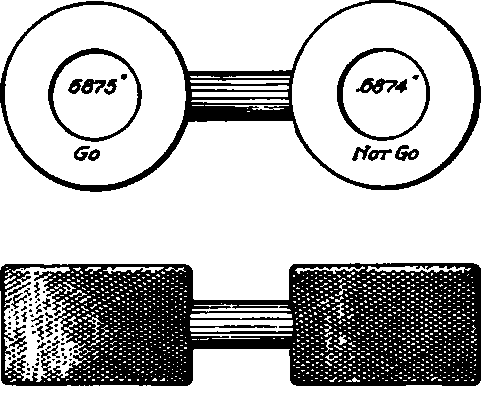
Fig. 74. Limit Gage for Gaging Fig. 71.
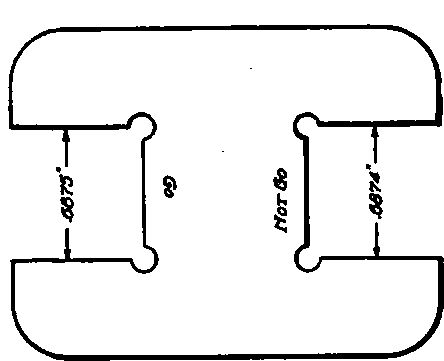
Fig. 75. Limit Snap Gage with Limits Opposed.

Fig. 70. Limit Snap Gage with Limits in Scries.

Fig. 77. Snap Gage Designed to Correct Wear.
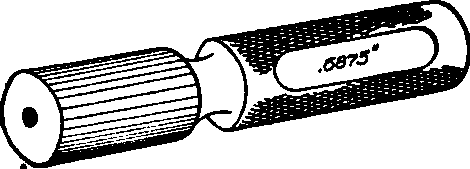
Fig. 78. Circular Plug Gage.

Fig. 79. Rectangular Plug Gage.
Receiving Gage
Figs. 83 and 84 show two designs of receiving gages. These gages should be designed for use only when the nature of the work demands extreme accuracy.

Fig. 80. Plug Gage with Limits Opposed.

Fig. 81. Plug Gage with Limits in Series.
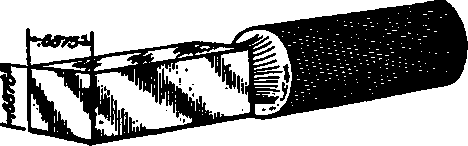
Fig. 82. Square Form of Limit Plug Gage.
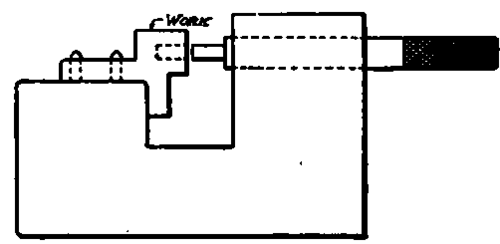
Fig. 83. Receiving Gage.
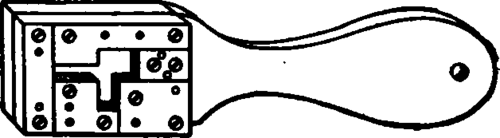
Fig. 84. Hand Form of Receiving Gage.
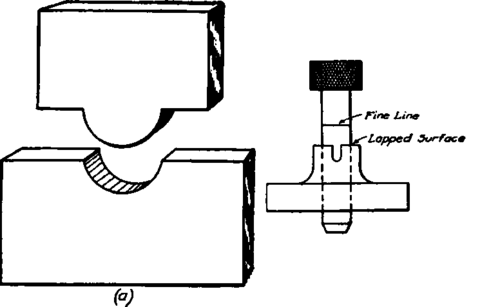

Fig. 85. Simple Forms of Profile Gage.

Fig. 86. Simple Depth Gage.
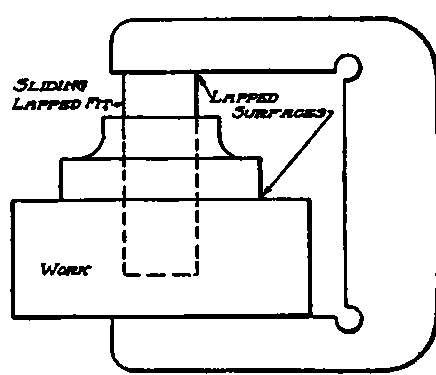
Fig. 87. Depth Gage Depending for Its Accuracy on Operator.
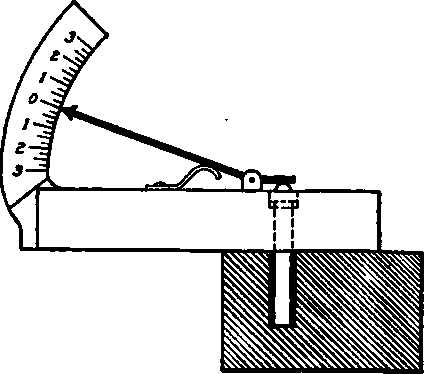
Fig. 88. Accurate Depth Gage of Lever Form.
Profile Gage
When the work is of a nature that it requires a profile gage to maintain the contour or outside shape, the designer should start with a master profile gage to which the profile gages may be fitted for use when making the formed milling cutters, fly cutters, or forming tool, and the working profile gages a, Fig. 85. In the illustration the male and female profile gage is in its simplest form.
Depth Gage
Figs. 86, 87, 88, and 89 show depth gages. The gages in Figs. 88 and 89 are designed for very accurate work, while the accuracy of those in Figs. 86 and 87 is governed by the operator.
Bench Micrometer
The gage shown in Fig. 89 is called a bench micrometer, and there are several good makes on the market. This gage can be used in place of snap, ring, and depth gages. When used as a thickness gage, the work is laid on the table which is adjustable up or down, and in operation the gaging point actuated by the hand lever is brought to bear on the work, and the thickness of the work is indicated by the pointer on the dial in thousandths of an inch.
Continue to:
My Books

