Tool Materials And Their Treatment
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tool Materials And Their Treatment
Cast Iron
On account of its low cost, cast iron is especially adapted for certain parts of machines and tools. A pattern may be made and a casting of the desired shape and size produced on short notice. As cast iron is a weak, brittle metal, it is not employed for parts that are to be subjected to great strain, unless sufficient metal can be provided to insure necessary strength. At times when a large body of metal cannot be used, the necessary strength may be obtained by constructing ribs to brace the weak portions.
If properly designed, milling machine fixtures, drill jigs, and various other forms of devices used in holding work to be machined, or in holding cutting tools, may be made from cast iron.
Wrought Iron
This metal is but little used in the ordinary machine shop. The low grades of steel, generally known as machine steel, have in a great measure superseded wrought iron. They are stronger, are more easily worked in machining operations, and the first cost is lower than that of good wrought iron.
On account of its fibrous structure, wrought iron does not weaken so readily as steel, under intermittent strain, shock, or blow, and it is more satisfactory under such conditions.
Machine Steel
The ordinary low grades of steel are made by two entirely different processes; and the product of either process, when used in machine construction, or for such work as is generally done in the machine shop, is commonly known as machine steel. As the product of either process may be varied to meet the needs of the buyer, it is apparent that the term machine steel means little, covering as it does every form of iron between wrought iron and tool steel. In order that one may understand the quality of a particular steel, it is necessary to state the percentage of the various elements used in its composition.
The two processes employed in making low-grade steels are the Bessemer process and the open-hearth process. Steel made by the Bessemer process is known as Bessemer steel, and is made in a vessel known as a Bessemer converter.
Open-hearth steel, a product of the open-hearth furnace, is more costly than Bessemer steel, and is also more reliable. The process being much slower than the Bessemer process, the product is more under the control of the furnace man.
Steel made by either process may be given any desired percentage of carbon; and as carbon is the element in steel that causes it to harden when heated red hot and dipped in water, it is apparent that dead soft steel containing so little carbon that it will not harden, or steel containing a sufficient amount to cause it to harden dead hard, may be produced at the will of the furnace man. Such steel, even though it contains sufficient carbon to cause it to harden as much as tool steel, is not strong enough to stand up under the peculiar strain to which most cutting tools are subjected.
While for certain forms of cutting tools a good grade of high-carbon open-hearth steel answers very well, its use is not to be advocated except where those in charge are sufficiently versed in the nature and peculiarities of the metal to know that it will be satisfactory.
Converted Steel
This metal is many times spoken of as cemented steel, and the process used in its production, as the cementation process. It is made by packing bars of wrought iron in a receptacle made from some refractory material, the bars being surrounded by charcoal. The cover of the box is sealed, or cemented, with fire clay to prevent the carbon escaping, this operation giving the process its name. The carbon given off by the charcoal is absorbed by the iron, the process being continued until the carbon penetrates to the center of the bars. In the process under consideration, the boxes are placed in a furnace, heated to a yellow heat, and kept at this temperature until the iron is saturated with carbon. Carbon penetrates iron at the rate of 1/8 inch in 24 hours. Bars 3/4 inch thick would require an exposure to the carbon for three days (72 hours).
As the steel comes from the furnace, the surface is covered with blisters; hence the product is sometimes called blister steel. These bars were laid on one another in piles and the piles were heated to a welding heat, hammered, and welded together into a bar which was called shear steel. In case shear steel was cut or broken to short lengths, piled, and welded, the product was called double-shear steel. Shear steel was the tool steel of commerce.
Formerly, cast iron, wrought iron, and converted steel were the three forms of iron used in machine construction and in the manufacture of cutting tools.
Crucible Steel
Wrought iron contains considerable slag, which occurs in lines, known as slag lines, running lengthwise of the bar. These slag lines were present in shear steel, and they were a source of annoyance when they occurred at the cutting edge of a tool. It was an English clockmaker, Benjamin Huntsman by name, who first devised a means to obviate this difficulty after experiencing considerable trouble with clock springs made from converted steel. It occurred to him that by melting the steel he might be able to get rid of the slag, as that, being lighter than the steel, would float on the surface of the melted metal. He broke blister steel into small pieces and melted it in a crucible. After the slag was removed the metal was cast into a block called an ingot. The ingot was hammered out into a bar called crucible steel.
While Hunstman thus founded the crucible steel industry, he met with many serious obstacles which have since been overcome by chemists and steel-mill men; and today, steel, far superior in purity, strength, and general adaptability, to any that has ever been made, is produced by the crucible process.
As the product of the crucible was cast in a mold, the metal was called cast steel. As the product of the more recently discovered processes - the Bessemer and the open-hearth - is also cast in molds, unscrupulous makers sometimes stamp their product "cast steer", for the purpose of deceiving the buying public, and good grades of open-hearth steel, which are high in carbon, are sold as "cast steel". As previously stated, such steel may answer for certain purposes, yet for general use a good grade of crucible steel should, as a rule, be used for cutting tools.
Such steel generally proves to be cheaper than cheap grades, even though the first cost may be three or four times that of the cheaper article. Frequently, many dollars' worth of labor is expended on a few cents' worth of steel; and if a poor steel is used, the money expended for labor and steel is thrown away.
In the shop where all steel is tested in the chemical laboratory, it is possible to select stock which contains low percentages of harmful impurities, and whose carbon content is high for many classes of tools. If, however, the percentage of phosphorus is high, such steel is weak, as the effect of phosphorus is to make steel "cold short", that is, to make it weak when cold.
The quality of steel does not necessarily vary much with the price, and some of the very costly steels are, for many purposes, no better than others costing less. It is always advisable to test the steels, select the ones best adapted to the needs, and pay the price.
Preparation Of Crucible Tool Steel. Selection Of Stock
Tool steel is used for tools intended for cutting, pressing, or working metals or other hard materials to shape. In order to work tool steel successfully, a knowledge of some of its peculiarities is necessary.
Allowance For Decarbonization
Carbon is the element in tool steel that makes it possible to harden it by heating to a red heat and plunging it into a cooling bath. A bar of steel from the rolling mill or forge shop is decarbonized on its outer surface, to a considerable depth; consequently this portion may not harden and if it does, the results are far from satisfactory. For this reason, if a tool is to be made having cutting teeth on its outer surface, it is necessary to select stock of somewhat greater diameter than the finish size, so that this decarbonized portion may be removed. About 1/16 inch additional for sizes up to 1/2 inch, 1/8 inch for sizes up to 1 1/2 inches, 3/16 inch for sizes up to 2 inches, and 1/4 inch for sizes above 2 inches, will usually be sufficient.
Various Forms
Tool steel may be procured in almost any form or quality. It is ordinarily furnished in round, octagonal, square, or flat bars. Many tool-makers prefer octagonal steel for tools which are to be circular in shape, but experience shows that steel of various shapes of the same make does not vary materially, provided the quality and temper are the same.
High-Carbon And Low-Carbon Steel
Cutting tools should be made of high-carbon steel if the metal is to be forged or hardened by skilful operators. If the steel is to be heated by an inexperienced man, it is not safe to select a steel having a high percentage of carbon. For non-cutting tools, such as mandrels, a low-carbon steel is better - one per cent carbon or less - because with this steel there is not so great a tendency to spring when hardening.
Hammered Steel
Hammered steel is prized more highly than rolled steel by many fine tool-makers, but authorities do not agree on this point. It is generally conceded, however, that the best tools can be made from forgings if the heating and hammering have been correctly done. The steel should be heated uniformly throughout, and hammered carefully, with heavy blows at first. Lighter blows should follow, and, when the piece passes from low red to black, great care is needed to avoid crushing the grain. Steel properly heated and hammered has a close, fine grain.
Cutting From Bar
It is advisable, when cutting a piece of stock from a steel bar, to use a cutting tool of some description, such as a saw or cutting-off tool. It is decidedly poor practice to weaken the bar with a cold chisel and then to break it by a sudden blow. This process so disarranges the particles of steel that they do not assume their proper relations with one another when hardened. If it is necessary to cut the steel with a chisel, it is best to heat the bar to a red heat, as in this condition the steel may be cut off without injury.
Centering
When centering, care should be taken that the center-punch mark is exactly in the center of the piece on each end, so that an equal amount of the decarbonized material will be turned from all parts of the piece, Fig. 10. If centered as shown in Fig. 11, the decarbonized portion will be entirely removed on the side marked B, and will not be removed on the side marked A; consequently, when the piece is hardened, the side marked B will be hard, while the opposite side A will be soft, or at least not so hard as B.
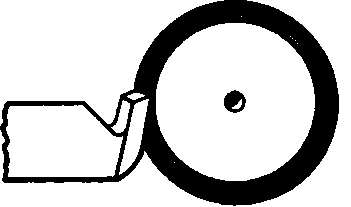
Fig. 10. Effect of Proper Centering.
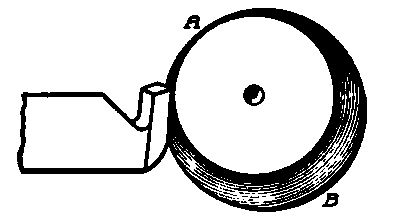
Fig. 11. Effect of Improper Centering.
Straightening
A piece of tool steel that is to be hardened should never be straightened when cold as it is almost sure to spring when hardened. If it is bent too much to remove all the decarbonized steel when turning to size, it is best, generally speaking, to take another piece of stock. But if the bent piece must be used, heat it to a red heat and straighten.
Continue to:
My Books

