Tools For Production Of Flatiron. Part 3
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tools For Production Of Flatiron. Part 3
Finding Blank
The designer must work in conjunction with the tool-makers, and the drawing dies must be made first in order to find the blank, as the shop expression is. In other words, the profile of a blanking die cannot be designed, but must be found as in the following manner: Two pieces of steel of proper thickness are cut out exactly alike, of a shape that experience alone governs, for the designer must imagine about what shape the blank should be. These two pieces may be stamped A and A, and one piece formed by putting it through the drawing punches and dies, while the other blank is kept in its flat state. If too much stock, or not enough, has been left on the blank to produce the desired cut, or, if it is not the proper shape, the shape is changed and two more blanks are made exactly alike, stamped B and B, and one of these B blanks is also put through the drawing dies. When the desired shape is finally obtained, the mate to the formed blank which is accepted is used for the blanking die. Trimming. If the drawing punch and die, Fig. 7, were designed to draw the flatiron top or any cup complete at one draw, the edges of the top would be irregular, as shown in a, Fig. 8, which would mean a slow facing operation. Therefore, the die is designed to draw the cup, say 7/8 of its depth, which makes the blank as shown at b, Fig. 8; then a trimming die, Fig. 9, is made to trim the edge, leaving it as at c, Fig. 8. The punch a, Fig. 9, is fastened to the die shoe, which in turn is fastened to the bolster on the bed of a press, and the punch has a shaped top section to fit inside of the cup to act as a locator. This locator c is made detachable to permit of grinding the top face of the punch. The trimming punch and die are nothing more than a plain blanking punch and die and derive the name from the trimming operation on the cup. After the cup has been trimmed the )-inch margin all around the cup is uniform in width and the edges are square. The cup is then pushed through a redrawing die, as shown in the section at a, Fig. 10, producing the finished cup with parallel and straight edges as shown at (6) in the same figure.

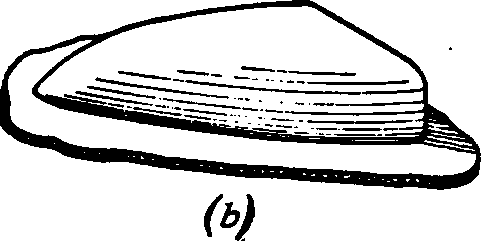
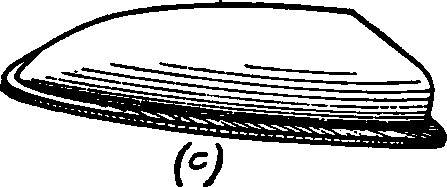
Fig. 8. Flatiron Top in Process. (a) Faulty Construction; (o) Blank as First Drawn; (c) Blank Properly Trimmed.
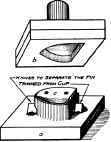
Fig. 9. Trimming Punch.
Blonk(a) Springs Open Enough To Catch on Corners which Strips Blank from Punch.
Fig. 10. Section of Redrawing Die and Finished Top.
Extruding
When designing drawing dies to produce portions bulged from the central part of a cup, as f and g, Fig. 2, it is the best practice to design a sort of preparatory drawing die, that is, a die that will push out a surplus amount of stock but of a shape that is easy to draw, as shown in section at a, Fig. 11. The extruding of metal from the center of a sheet causes that portion to stretch instead of draw, and, if there are comparatively sharp corners in the shape being extruded, the stock tears apart. For this reason a sufficient or even a surplus amount of stock is forced out, and then the forming punch and die, Fig. 12, are made to produce final shape on only the part f, Fig. 2, and to iron out any wrinkles or surplus stock that may have been caused by the preparatory bulging or drawing of the cup.

Fig. 11. Part Section of Top of Flatiron Showing Design of Bulging Portions.
The die, Fig. 12, shown in section, is made in the desired shape, and the punch is made the same shape, but smaller, for it is obvious that the metal to be formed must be between the punch and the die. The extruded portion g, Fig. 2, must be pierced with a small hole as in a, Fig. 13, before its final drawing, and the piercing die can be placed in the same die, Fig. 12, that finishes the part f, the object being to save an operation of handling the cup. If the extruded portion g, Fig. 2. is pierced while the top of the cup is flat, there are apt to be cracks in g when drawn to final shape, as shown in b, Fig. 13.

Fig. 12. Design of Punch and Die for Piercing Top.
Sizing
The last drawing operation on the flatiron top is to draw and size the portion g, Fig. 2 (c). For this operation a sizing punch and die of the form shown in Fig. 14, is employed.
Piercing Die
A piercing die, Fig. 15, is employed for the last operation on the top, that is, for piercing the two holes hh, Fig. 2 (c), through which the electrodes are to come. It will be noted that the holes hh could be drilled in a jig. But there are many advantages in punching holes in thin stock, some of which are as follows: Both holes are pierced simultaneously, insuring uniform center distances between holes, which would not be true if first one hole were drilled and then the next, because there is a slight difference in the diameters of holes in bushings and in jigs and the drill used. Another advantage of punching is that in a drilled hole there always is a decided burr protruding from the bottom edge of the hole where the drill breaks through. Another reason why a piercing die is preferable to a drill jig is that thin stock does not drill sat isfactorily, due to the point of the drill being clear through the sheet stock before the body of the drill enters, which causes the drill to climb from the hole, producing an irregular hole. A final advantage is in the speed obtainable in inserting and removing the blank; there are no locking devices employed, as on jigs.
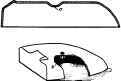
Fig. 13. Sketch Showing Potable Tearing of Metal.

Fig. 14. Sizing Punch and Die for Flatiron Top.
Requisites Of Designer
The foregoing is a brief outline of how a designer must set about to design tools for any product. He must consider the advantages of the various tools before he decides to use any particular one, for in some cases a tool not generally used for the class of work he may have at hand will prove to be best adapted for the job. After deciding which type of tool to use for a certain operation, the designer must then decide which particular style of that type of tool to use. In other words, the designer must acquaint himself with every design of tool in general use and must cultivate the faculty of designing an original tool now and then to do some particular operation which could not be done satisfactorily with the tools of ordinary design.
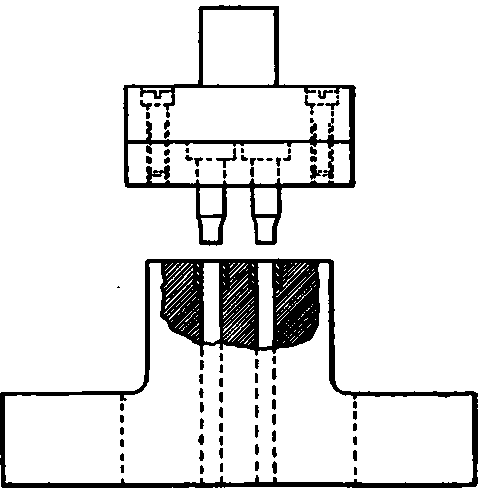
Fig. 15. Piercing Die for Two Holes in Flatiron Top.
Continue to:
My Books

