Tools For Production Of Flatiron
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Tools For Production Of Flatiron
Before taking up the study of the various designs of the many different tools, it is best that we first understand why certain tools are used, that is, why a jig is used instead of a punch and die, and vice versa. For an illustration, assume that we are about to design the tools to produce an electric flatiron, Fig. 1. This is admirably suited for our purpose, due to the fact that, in economically manufacturing this iron, there are employed blanking dies, drawing dies, forming dies, drill jigs, tapping fixtures, and milling fixtures.
Production Basis
The first step from the designer's point of view is to ascertain the number of irons to be manufactured yearly, as the production largely governs the design of tools. Assuming that the production will be 150,000 yearly, proceed to lay out expensive tools for rapid and economical manufacture.
Method Of Finishing Flatiron Base
The base a, Fig. 2, is of cast iron, and the drawing calls for finish on top and bottom. For machining the top and bottom of the base we have available four methods - turning; planing; grinding; or milling - the qualifications of which are as follows:
(1) Turning the surfaces in a lathe would not be considered, due to the slowness of inserting the bases in the chuck, or of turning the fixture and removing it, with the additional loss of the operator's time in waiting for the completion of the cut, but principally due to the poor surface produced by the circular cutting tool which would add to the polishing expense.
(2) Planing the surfaces would be better, for we could make two fixtures for holding a number of bases, and, while the cut is being taken on one set of bases, the operator could unload and reload the second fixture. Planers, however, are seldom found in manufacturing departments. Also the use of a single-pointed tool would not leave the desired surface when only one cut is taken.
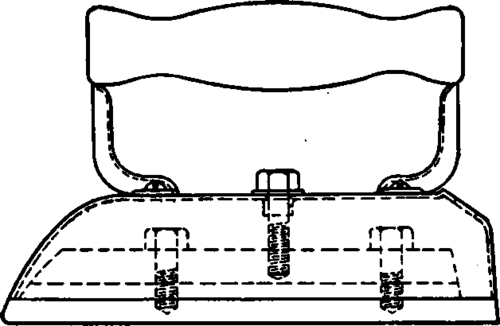
Fig. 1. Diagrammatic View of Flatiron to be Designed.
(3) Grinding has the disadvantages found in turning, namely, waiting for the completion of the cut, and the additional disadvantage of the necessity of taking several cuts, for it is noticed that the drawing calls for a definite thickness of 5/8 inch. The castings vary in thickness, and, unless we start the cut on the thickest castings, a broken wheel will result.
(4) Milling has many advantages. First, there are a number of cutting points in the milling cutter. In addition, we can set and lock the cutter to a positive depth, insuring all bases being the same thickness regardless of variation in thickness when in the rough. Also, the finished surface of the base will be smoother than with planing or turning.
Milling Fixtures
Having decided upon the milling cutter, our next problem is how to hold the bases, or which is the best type of milling fixture - largely governed by the type of milling machine we have at hand. If the miller is of the plain type, then we find that two milling fixtures are best adapted - one to be unloaded and loaded while the cut is being taken on a set of bases held in the other milling fixture, and the fixtures so designed as to be quickly attached on and detached from the miller.
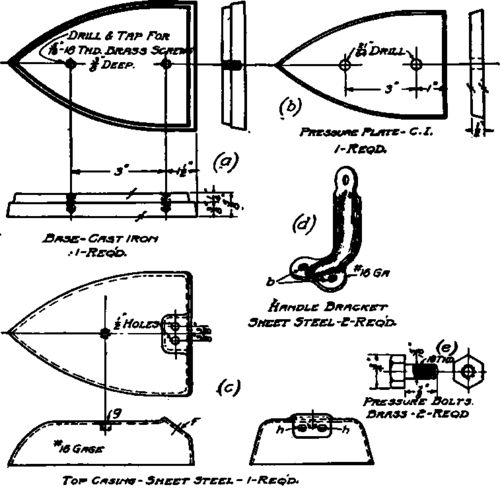
Fig. 2. Parts of Flatiron.
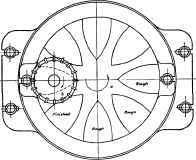
If we have at hand a milling machine having a circular milling attachment, we have the ideal method, for then the milling fixture can be designed as shown in the upper view, Fig. 3. In operation, the circular fixture a constantly revolves, as does the milling cutter b, and is so designed that as fast as the cutter leaves the surface of a base the operator can readily remove the finished base and insert a rough casting without stopping the machine. This method proves to be the fastest because there is no lost time in stopping, starting, or changing the bases.
The same line of reasoning must be followed in working out the details of the holding devices for the bases. Speed of operation and accuracy must be uppermost in the designer's mind. The student must have in mind that although we have used only the base of the flatiron for an illustration, the methods, fixtures, and reasoning are applicable to almost any flat work that is to be surfaced. Various designs of milling fixtures will be shown later.
Drilling Base
After milling the top and the bottom, the next operation on the flatiron base is drilling the two holes. For this operation a drill jig is used. Under the subsequent heading of Jigs and Fixtures are shown numerous types of jigs that could be used, but the open box jig, Fig. 64, used in conjunction with the multiple-spindle drill press is the most logical selection. There are no clamps or screws to operate, which means speed in operation. In order to further increase the speed of production it will be noted that the base rests on round cross-rods which prevents chips interfering and eliminates the necessity of cleaning after each drilling operation, which is necessary on all other types of jigs. This particular type of jig is applicable only when all holes are drilled in the work at the same time, for then the work cannot shift. Accuracy closer than 0.002 inch between the holes and the edge of the work cannot be expected. If the work is of a nature that a variation of 1/64 inch is allowable, it would be cheaper to put V-spots in the pattern and drill the castings from the spots, eliminating the jigs entirely; this method should be practiced wherever feasible.
Continue to:
My Books

