Dry-Sand Work
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Dry-Sand Work
Characteristic Features
This branch of molding becomes a separate trade in shops where the work is done continually. The dry-sand molder must use the same precautions as the green-sand molder in setting gates and risers, and in fastening his sand with crossbars and gaggers. At the same time, he works with a core-sand mixture next his patterns and backs this with a coarse molding sand, so that he must combine the skill and judgment of both the green-sand molder and the core maker. The venting of dry-sand work must be ample, as in the case of cores, but it is simpler than in core work, because the core mixture surrounds the casting so that vents may be taken off in all directions.
Iron flasks are used, generally provided with trunnions to facilitate turning. The facing mixture is the same as that used for making large cores, as discussed in the section on Core Work; the remainder of the flask is packed with the same sand after it has been used. The patterns are made and used the same as with green sand, only they should be brushed over with linseed, crude-oil, or other heavy oil, before ramming. In some shops oil is brushed over the joint before parting sand is thrown on. After the pattern is drawn, the mold is finished by applying a heavy coat of good black wash. When the sand has absorbed the moisture so that all glisten has disappeared, this blacking is slicked over. Great care must be exercised in this operation, for too much slicking will draw the moisture to the surface again and result in scabs on the casting.
Molding Engine Cylinder
Engine cylinders are a representative line of work for dry sand. Consider a simple type of cylinder, such as shown in Pattern-Making, Fig. 244, to have a bore of from 16 to 26 inches, and with the exhaust-outlet flange placed above the center of the cylinder. To facilitate setting the cores, the pattern may be split through the steam chest. The flange just mentioned should be molded in the drag, and should be made loose and draw in the opposite direction from the main pattern. The cylinder core should be made on a barrel, as will be explained later, and the mold poured on end to insure sound metal and to reduce the casting strain on the port cores. The flask is made with a round opening in one end to allow the core to project through it. This opening is larger than the diameter of the core to allow for gates and risers. There must be another opening at the side of the flask adjacent to the steam-chest core to provide for fastening these cores. Iron plates serve for flask boards and there should be a hole in the drag plate in line with the exhaust core to allow for venting and fastening its end.
One-half of Fig. 116 shows the end view of the flask. The other half shows a section through the middle of the completed mold. Here A is the hollow cylinder core, B is the chest core, C the live-steam core hung in the cope, and D the exhaust core. The flask is packed in a manner similar to green sand.
Use Of Cover-Core
The method of molding the exhaust flange, however, has not previously been explained. To do this, proceed packing the drag until the pattern is covered. Tuck the facing carefully underneath the flange, setting in rods as in core work, to strengthen the overhanging portions. Make a flat joint, FG, at the level of the top of the flange, then carefully fit over the print of the flange the cover-core E, and fix its position with nails driven into the joint at its corners. Now remove the cover-core, draw the flange, and finish that part of the mold with black wash ana slicking. When this is accomplished, replace the cover-core, place a short piece of pipe over its central vent, and finish ramming the drag. This method may be used in many cases, both in dry-sand and in green-sand work where a small detail of the casting requires a separate joint surface.
A sectional plan looking down on the drag is shown in Fig. 117. When the mold has been properly finished and baked, the drag is brought from the oven and set on a pair of stout horses. The cylinder core is first set in place, then the exhaust core is set in its drag print and held close to the cylinder core, while the port and chest cores, previously pasted and fastened, are lowered into the chest print. The chest print is cut a little long at aa, to allow its core to be drawn back slightly, while the exhaust core is entered into its place between the port cores. Then all of the cores are set forward into position, the chaplets bb set, the space aa tightly packed again, and the anchor bolts cc placed in position and made fast.
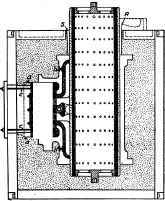
Fig. 117. Sectional Plan of Fig.116 Looking Down on Drag.
The drag print of the exhaust core is made fast from underneath the drag plate. When all the cores have been firmly fastened, the cope is closed on, and the two boxes clamped at the flanges and set up on end. The runner R and the riser S were cut and finished before baking; the basins must be built in green sand after the mold is closed.
Making Barrel Core
Loam is used here for the outer shell of the core. It is probably the simplest job in which a loam mixture is employed, and is made by a core maker more frequently than by the higher paid loam molder. Barrel cores are used where the core is long and can best be supported at the ends only; for example, in gas and water pipes and cylinder work.
Loam
Loam is a facing mixture, of the consistency of mortar, applied to the face of the core or mold. It contains fire sand with a bond of strong porous molding sand moistened with a thick clay wash. A small proportion of organic matter in the shape of horse manure is put in to aid the bond and to leave the crust of loam more fragile by burning out as the casting cools. Proportions of the mixture will vary according to locality, but the principles already cited hold here as with other molding compounds. With too much bond the loam works easier but tends to choke the vents when casting. With not enough it is weak and is liable to break, cut, or crumble under strain. A typical mixture is as follows:
Loam Mixtures
Mixed by Hand (parts) | MlXED BY MIll (parts) | |
Fire sand | 10 | 10 |
Strong coarse molding sand | 4 | 3 |
Horse manure | 1 1/2 | 2 |
Temper | Thick clay wash | Thick clay wash |
The advantages of loam cores are that they are lighter, cheaper to make, and carry off the gases faster than do dry-sand cores.
Method
The method is as follows: A piece of pipe about 3 inches smaller than the outside diameter of the core is selected to form the center. The pipe is perforated with a large number of holes. If the pipe is more than 3 or 4 inches in diameter, centers or trunnions are riveted in the ends to serve as bearings. The pipe is arranged to revolve freely on a pair of iron horses, as shown in Fig. 118. A crank handle is attached by which the pipe may be turned. A couple of wraps of hay rope are first given around one end of the pipe, and the loose end is pinned flat by a nail run under these strands. Tight wrapping is then continued to the other end of the pipe, where the rope is fastened in a similar manner and cut off. Hay rope should be made of long wisps tightly twisted. Sizes vary from J to 1 inch. Where only a small amount of hay rope is used, it is bought ready made. Foundries using large quantities are equipped with one or more machines built especially for making this rope.
The first coat of loam is rubbed on with the hands, then well pressed in with the flat side of a board as the barrel is slowly revolved. When this has set, the core board A is placed in position, and the roughing coat worked on to the core to within about 1/4 inch of finished size. The core is now dried in the oven. Placing the core again on the standards, the finishing coat of slip is applied with the core board while the core is still hot. The diameter is tested with calipers and brought to required size by slight adjustment of the sweep board A. When the core has been built to size, move the loam back from the edge of the board A, then withdraw the board while the barrel is still in motion.
Slip
Slip or skinning loam is made by thinning regular loam as it is rubbed through a No. 8 sieve. The heat of the core is usually sufficient to dry this slip coat enough so that black wash may be brushed on and slicked, as in dry-sand work, before running the core into the oven again for its final baking.
The service of the hay rope on a barrel core is twofold: it furnishes a surface over the smooth metal of the barrel to which loam will adhere; and it is elastic enough to give as the casting shrinks around the core. The hay slowly burns out after the casting has set, and this frees the barrel so that it can easily be withdrawn and used again.
Continue to:
My Books

