Forging. Part II. Forging Operations. Tool-Steel Work
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Forging. Part II. Forging Operations. Tool-Steel Work
Tool Steel
Although not strictly true technically, for ordinary purposes tool steel may be considered simply a combination of iron and carbon. The more common grade contains perhaps 1 per cent of carbon. Machine steel and wrought iron do not contain this element carbon to any great extent. If a piece of wrought iron or machine steel is heated red hot and then suddenly cooled, the metal remains practically as it was before heating, but if a piece of tool steel be subjected to this treatment, it becomes very hard and brittle. By a modification of this heating and cooling, almost any degree of hardness may be imparted to the steel.
Proper Forging Heat
Before attempting any work with tool steel, a piece of scrap steel is to be experimented with, heated and hardened several times at various heats until the manipulator is sure of the effect of the various heats upon the grain of the steel. The steel should also be experimented with to determine just how high a heat it will stand. When heavy forging is to be done, i.e., when the first rough shaping is done upon a tool, a comparatively high heat should be used. The steel should be forged at about what might be called a good yellow heat. The lighter hammering, when finishing, should be done at a lower heat, about the hardening heat, though very little, if any, hammering should be done below that point. If the grain of the steel has been raised by too high a heat, it can generally be quite decidedly reduced by a little hammering at some heat above the hardening temperature.
Standard Forms. Cold Chisels
The stock should be heated to a good yellow heat and forged into shape and finished as smoothly as possible. When properly forged, the end or cutting edge projects as shown at C in Fig. 123. It is a good plan to simply nick this end across at the point where the finished edge is to come, and then, after the chisel has been tempered, this nicked end may be broken off and the grain examined. Whenever possible, it is a good plan to leave on a tool an end of this sort that may be broken off after the tempering is done. When hardening, a chisel should be heated red hot about as far back from the cutting edge as the point A, Fig. 124. Care must be taken to heat slowly enough to keep the part being heated at a uniform temperature throughout. If the point becomes overheated, it should not be dipped in water to cool off, but should be allowed to cool in the air to below the hardening heat and then reheated more carefully. When properly heated, the end should be hardened by dipping in cold water to the point B. As soon as the end is cold, the chisel should be withdrawn from the water and the end polished bright by rubbing with a piece of emery paper. The part of the chisel from A to B will still be red hot and the heat from this part will gradually reheat the hardened point. As this cold part is reheated, the polished surface will change color showing at first yellow, then brown, and at last purple. As soon as the purple (almost a blue color) reaches the nick at the end, the chisel should be completely cooled. The waste end may now be snapped off and the grain examined. If the grain is too coarse, the tool should be rehardened at a lower temperature, while if the metal is too soft, and the end bends without breaking, it should be rehardened at a higher temperature. Cape Chisel. This is a chisel used for cutting grooves, key-seats, etc. The end A, Fig. 125, should be wider than the rest of the blade back to B. The chisel is started by thinning down B with two fullers, or over the horn of the anvil as shown at A, Fig. 126. The end is then drawn out and finished with a hammer or flatter in the manner illustrated at B. A cape chisel is given the same temper as a cold chisel.

Fig. 123. Typical Views of Cold Chisel.
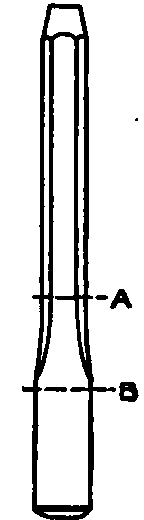
Fig. 124. Heating and Hardening Areas.

Fig. 125. Cape Chisel.

Fig. 126. Method of Forging Cape Chisels.
Square- And Round-Nose Chisels
These two chisels, the ends of which are shown in Fig. 127, are forged and tempered in practically the same way as the ordinary cape chisel, the only difference being in the shape of the ends. Round-nose cape chisels are sometimes used for centering drills and are then known as centering chisels.
Lathe Tools
The same general forms of lathe tools are used in nearly all shops, but the shapes are altered somewhat to suit individual tastes.
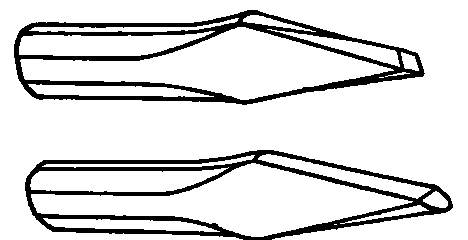
Fig. 127. Square-Nose and Round-Nose Chisels.
Right-Hand And Left-Hand Tools
Many lathe tools are made in pairs and are called right-hand and left-hand tools. If a tool is made in such a way that the cutting edge comes toward the left hand as the tool is held in position .in the lathe, it is known as a right-hand tool, i.e., a tool which begins a cut at the right-hand end of the piece and moves from right to left. The one commencing at the left-hand end and cutting toward the right would be known as a left-hand tool. The general shape of the right-hand and left-hand tools for the same use is generally the same excepting that the cutting edges are on opposite sides.
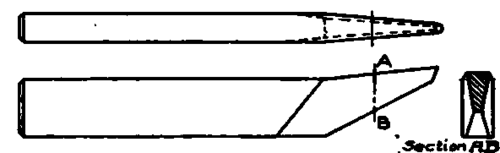
Fig. 128. Views of Lathe Tool Showing Clearance.
Clearance
When making all lathe tools, care must be taken to see that they have proper clearance, i.e., the cutting edge must project beyond or outside of the other parts of the tool. In other words, the sides of the tool must be undercut or slant downward and backward away from the cutting edge. This is illustrated in the section AB of Fig. 128, where the lower edge of the tool is made considerably thinner than the upper edge, in order to give the proper clearance.
Continue to:
My Books

