Patterned Teeth. Form. Fastening Methods
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Patterned Teeth. Form. Fastening Methods
As the form of the tooth used by the draftsman will play no part in the construction of the pattern, we think it would be out of place here to enter into a discussion of the relative merits of the single-curve, double-curve, or other form of tooth. The single-curve or involute tooth, however, has the great advantage of being the only form of gear which can be run at varying distances between axes and transmit an unvarying velocity and amount of power. The common contention that two gears will crowd harder on their bearings when the single-curve or involute form is used has not been proven in actual practice. The practical methods for obtaining the curves for either the involute or for the epicycloidal tooth, the two forms in most common use, are taken up in Mechanical Drawing. In the illustrations here given, the single-curve form of tooth is used.
Fastening Methods
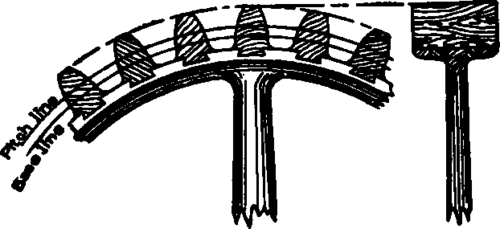
Fig. 253. Wood Spur Gear Showing Teeth Dovetailed to Rim.
In the construction of gear-wheel patterns, the methods employed in making and fastening the tooth, or the blocks out of which the teeth are to be formed, to the rim of the wheel vary greatly. It was formerly the custom to dovetail the tooth into the rim of the wheel, as shown in Fig. 253. This was the case especially when the teeth were large, as in 2-pitch or larger. This is, however, an unnecessary expense and a waste of time, and, in addition, the cutting of the dovetails and the driving home of the dovetailed tooth often have the effect of distorting the rim to some extent.
A better, or at least a more economical, method, is to fit the tooth blocks as shown in Fig. 254, which for strength and durability is found to be in no way inferior to dovetailing, and the saving of labor and time is very great. In this method we have always the advantage of a smooth clean fillet at the root of each tooth, and having the grain of the wood, not only for the fillets, but also on the whole depth circle, run in the same direction as the grain of the wood which forms the tooth. This means a smoother pattern, more easily molded, and a better casting. In the former method, Fig. 253, it is almost impossible to form a fillet on each side of the tooth, as it runs off to a thin featheredge which continually splinters and chips off; still further, the bottom of the tooth space, that is, the whole depth circle is the rim of the wheel, composed of layers of segments with changing grain which will not mold so smoothly as in the second method.

Fig. 255. Arms, Hub, and Core Prints of Spur-Gear Patttern.
The blocks for the teeth should always be cut in strips 2 or 3 feet in length, in order to season the wood so far as is possible while other parts of the wheel are being constructed. Only straight-grained wood should be used for teeth.
Rim And Arms
The segments for building up the rim should be cut out next, then the arms put together and shaped as required. It is a good plan to fasten the arms central to the faceplate of the lathe, and to turn out a recess, say 1/16 inch or 3/32 inch deep, to receive the hubs, as shown in Fig. 255. This makes a stronger connection and does away with the trouble of fitting and connecting the hub, with the thin featheredge of the hub fillet, to the surface of the web of the arms. The same method is of great advantage when fitting the hubs of pulleys and other wheels.
The arms must be put together, with inserted tongues in the joints, as illustrated and described in connection with Fig. 171; and if they are to be worked to an elliptical section, it is easier to do this before fixing them in the wheel. At A, Fig. 255, the construction of the arms is shown, and at B the core prints, hubs, and arms, with the manner of connecting these parts.
After building up enough courses of segments to equal half the width of the rim plus half the thickness of the arms, the inside only of this part of the rim is turned out to the required shape, including the central rib a, Fig. 256, which must be of a thickness just equal to the thickness of the ends of the arms. The recesses to receive these ends are then cut into this half rim, and the arms fitted and glued in place, but not so tightly as to strain the rim and cause it to spring after it is removed from the chuck. Refer also to the method of building stock for arms and rims used in making the 20-inch pulley, which has the advantage of requiring less labor. The remaining courses for the rim are now fitted and glued on, and the rim turned and finished to the required size and shape.
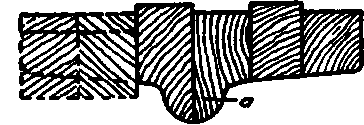
Fig. 256. Section Showing Rim Formation.
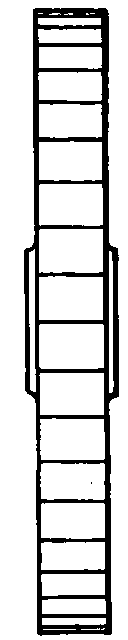
Fig. 257. Section Showing Facing of Tooth Backs.
Continue to:
My Books

