Steel Castings
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Steel Castings
Running A Heat. Open-Hearth Melting
The melting of steel is a science by itself, and cannot be dealt with adequately in an article of this character. Only a very brief description of the process is given.
The main feature is the difference in application of heat. Metal is melted in what is termed the open-hearth furnace, a sectional plan of which is shown in Fig. 147. The charge of scrap steel and pig iron is placed on the central hearth. Heat is obtained by producer gas supplied with air blast. Both gas and air are heated in one set of regenerators before entering the combustion chamber. The flame plays on top of the charge, and the waste gases pass off through the other regenerator section of the furnace, heating up its brickwork. The direction of the gases is changed about every 20 minutes. The regenerator is practically a tunnel about 15 feet long, filled with brickwork built up as shown in Fig. 148. About 4 heats a day are run from the furnaces.
Samples of the bath are analyzed at intervals during the heat. Guided by these analyses the proper proportions of ores, fluxes, and pig are added to the bath to give it the right composition, a typical analysis of which has been given.
Pouring
When the bath is in proper condition, the entire charge, be it 5 tons or 40 tons, is drawn off into a ladle previously heated by a special gas burner. This ladle is lifted by the crane and carried to the pouring floor.
In order to secure the soundest metal free from pent gases or slag, all steel for casting purposes is tapped from the bottom of the ladle. The stopper is carried by a stiff round bar encased in fire-clay tubing. This passes through the liquid metal, as in Fig. 149, and may be raised or lowered by an arm attached to a rack-and-pinion mechanism bolted to the outer shell of the ladle and operated by means of a large hand wheel. The ladle is swung into position with the tap hole directly over the pouring head. Four men hold the ladle steady with long iron rods. The metal thus enters the mold under the head of pressure of all the steel above it in the ladle.
When all the steel is drawn from the ladle, the latter is swung on its side near the furnaces, the stopper is removed, and all the slag possible is racked out. The ladles must be repaired after each heat, often to the extent of replacing one-half of the thin fire-brick lining. The casing of the stopper will last for but one heat, as the rod is sure to get bent out of shape. The rods are repaired by a blacksmith before recasing them.
Setting Up Molds
Setting up is usually done by a different set of men from those employed to make the molds.
For convenience in pouring, runner boxes, such as shown in Fig. 150, and which serve simply as funnel-shaped mouths to the runners, are rammed up in small round sheet-metal boxes, using a wooden pattern to form the hole. These are baked in the oven.
When the molds are properly dried, they should be removed from the oven, placed on the pouring floor, and have the dust blown out with compressed air. Now set the cores, close the molds, and clamp along joint flanges. Set runner boxes over the runners, and tuck heap sand around to prevent leakage. In pouring, a mold is filled only to the level of the top of the risers. The metal drains from the runner box, thus allowing it to be used more than once.

Fig. 148. How Brick Is Set in Regenerators.
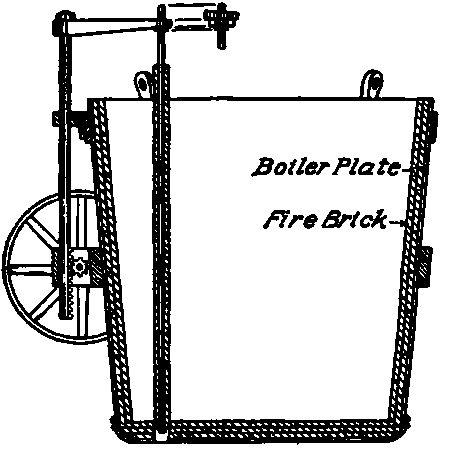
Fig. 149. Section of Steel Ladle.
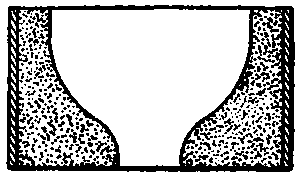
Fig. 150. Runner Box for Steel Mold.
Cleaning Castings
Steel castings do not run as smoothly as cast-iron ones, hut they have this advantage, that, if they show only slight surface defects, the metal may be peened over with a hammer to improve appearance. The intense heat makes the metal bum into the sand greatly, so that cleaning is much more difficult, and the sand often must be almost cut from the castings by means of long cold chisels, struck with sledges. Pneumatic hammers are used to a large extent in cleaning and in removing fins and slight projections. Where shrinkage webs show, they must be cut out. Steel does not break off as does cast iron. The heavy gates and risers must be removed by metal saws, as shown in Fig. 151, or by drilling a number of 1-inch holes side by side through the base of the riser and then breaking it off. The castings are generally annealed before the risers are cut off.
Annealing
In all steel castings of any size, cooling strains will develop on account of the shrinkage, and these should be relieved by annealing. In suitable trench-like ovens, the steel is heated to a dull redness. This allows the grain to assume normal conditions. The heating is usually done with a wood fire. Overheating renders the grain coarse, and weakens the casting. As indicated by the following figures, proper heat-treatment materially increases strength and toughness, and the work which is properly annealed is not only actually stronger, but being tougher, will stand more hard usage.
Conditions | Tensile Strength (lb. per sq. in). | Elongation (per cent) | Reduction of Abba (per cent) |
Raw | 80,360 | 13.31 | 16.2 |
Annealed | 81,767 | 27.6 | 40.4 |
Improperly annealed | 79,421 | 14.3 | 17.8 |
Continue to:
My Books

