Use Of Pattern Plate. Bearing-Cap Pattern. Shrinkage
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Use Of Pattern Plate. Bearing-Cap Pattern. Shrinkage
For the use of a pattern plate with the pattern for the ring-oiling ball-and-socket shaft-hanger bearing cap, Figs. 287 and 288, the process of constructing the wooden pattern is identical with that for a hand-molded pattern, except that two shrink allowances are to be made. If the final bearing casting is to be of iron, an allowance of 1/10 inch or 1/8 inch per foot will be made for shrinkage, and if the metal pattern is iron, double this amount. With an aluminum pattern, the combined iron and aluminum shrinkage, amounting to 3/8 inch per foot, must be allowed for.
Stock Preparation
For best results the stock should be glued of several pieces, as shown in Fig. 289, reversing the heart side of each piece, and using only very dry and sound stock. Dress the glued stock to a parallel thickness and width. The width shall be equal to d, the height c, and the length e. The edges shall be dressed square with the two sides, and longitudinal or transverse center lines are to be laid out on all surfaces.
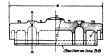
Fig. 288. Working Drawing of Cap for Hanger Bearing.
On the working face the complete outline of the pattern should be made as illustrated by the lines h in Fig. 289. On one edge produce a layout showing the height or thickness of the pattern, as illustrated by the line i.
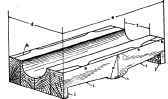
Fig. 289. Partially Completed Stork for Cap Pattern.
Forming
The semicircular hole is cut out with a core-box plane, to a diameter of t, which is larger than the shaft, as this is a babbitted bearing. Band saw to the line i, leaving stock at jj so that when band sawing to the lines h h the top surface or working face of the stock will be kept parallel to the table. The stock at j may be cut off with a chisel after the baud sawing is completed.
Prepare an arbor and fasten the pattern to it, as illustrated in Fig. 290, with six wooden screws. The pattern may now be put into the lathe, and all parts that are concentric with the arbor mm, nn, and l, may be turned. The lathe should be run at its slowest speed and the turning done with a narrow square-nose chisel. The parts kk, which are over the recess for the oil rings, should not be turned. The surfaces m m and nn can be worked to size by trimming to a template, but the suggested method of trimming will work out very well and produce accurate results. The stock at l is to be cut down to the diameter of the pattern at n, and at o, where the center lines which were made on the squared stock intersect, the center of the boss q, Fig. 288, should be found.
The babbitt ledges r, Figs. 287 and 288, are semicircular rings band sawed from stock of the required thickness, Fig. 291, and the grain of which should be as illustrated. This gives the greatest strength to these parts after they are nailed and glued in place. One small finish nail at each end will be all the nailing required, and the inner diameter will be smoothed on a sandpaper roll. The flanges vv, Figs. 287 and 288, are thin strips of stock glued into a rabbet sawed after the turning is completed, and this flange is cut out so as to leave the rim w. The oil cups are turned and fitted into the holes p, Fig. 290. The recesses uu, Fig. 287, are carved with gouges, and the form determined by the use of a template. A little blue chalk on the template will indicate where the stock is to be removed to obtain the correct form.
Making Pattern Plate
The equipment that the molder will require to mold this pattern plate will be a mold board, a pattern for the plate, and four strips of wood to nail to the parting edge of the wood flask.
Pattern Board
The pattern board, an illustration of which is shown in Fig. 292, should be made of pattern stock. Upon locating the pattern, fit and nail the pieces x x in place. In the section view, Fig. 293, the form of these pieces is shown more clearly. They form the coped parting, which in hand-molding is cut out by hand, or is formed by a sand or a plaster match. The ribs w w should be fitted into the mold board so that the flange v will rest upon the mold board.
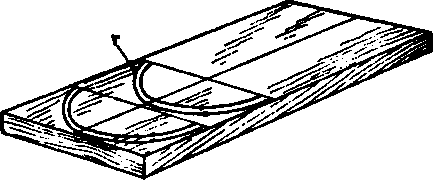
Fig. 291. Preparing Stock for Babbitt Ledges.
Plate Frame
The pattern for the plate is an open frame about \ inch thick. The opening should be large enough to fit over the pattern and the parts of the mold board marked xx. The extension at each end should be large enough for the flask pinholes, and also serve as handles. The other portions of the plate pattern should not be larger than the flask.
Molding Metal Pattern And Plate
After ramming the drag mold, it is turned over onto a bottom hoard, and the pattern board removed, leaving the cap pattern in the mold. The cope mold then is rammed and removed, following which the plate pattern is placed on the parting, and strips of wood the same thickness as the plate pattern, are nailed to the edges of the flask. The drag mold at this stage has the appearance illustrated in Fig. 294.
Fig. 293. Section of Pattern Board.
Molding sand is now rammed into the space between the plate pattern and the flask, forming a new parting 1/4 inch above the parting made by the pattern board. The cap and plate pattern then are removed and the gates cut.
Closing the cope forms a mold that will produce a pattern plate, an illustration of which is shown in Fig. 295, and on the reverse side of which will be the opposite side of the cap pattern.

Fig. 298. Completed Plato Pattern.
Use Of Steel Frame
A system used in some foundries is to have a steel frame for the plate pattern, and, leaving this frame in the mold, cast the pattern and the balance of the plate of aluminum, or some special alloy. This process produces a lighter weight plate and it is intended to melt the pattern out of these steel frames in case the pattern becomes obsolete.
Gate
The pattern for the gate illustrated in Fig. 295, at y, may be fastened to the pattern board and cast on the plate, or cast of brass separately and fastened to the plate with two machine screws. This last method allows the gate to be readily removed and altered should a change become necessary.
Continue to:
My Books

