Improving The Design Of Machines
Description
This section is from the "Modern Machine Shop Construction, Equipment, And Management" book, by Oscar E. Perrigo. Also see Amazon: Modern Machine Shop Construction, Equipment, And Management.
Improving The Design Of Machines
The comparatively recent advent of "high-speed tool steel" and its ability to stand very high speeds, largely increased feeds, and heavy cuts, brought about conditions which called for much heavier and stronger machines. These the manufacturers at once began to design and build. But there remained many machines of the older, lighter, and less powerful types still in the shops. These were usually in good and serviceable condition, except as above stated. It therefore became an engineering problem to re-design, re-build, or strengthen these machines so as properly to fit them for the increased service demanded of them. The following is a simple example of how this work was accomplished.
In carrying out these improvements the process need not necessarily be an expensive one. The improvement should only be undertaken after a thorough examination of the machine and the work that is to be done upon it, by a competent and practical man, well versed in this particular class of work, and the expense of whose services will frequently be saved in the economy of the work of reconstruction.
A case in point is that of an eight-foot vertical boring mill of old design and construction, as shown in Fig. 209, which was required to do heavier and faster work than it was designed to do. The problem was to bring it up as near the capacity of a modern machine as possible. Upon examination it was found that the cross rail, saddle, and boring bar parts and the supporting side posts were quite sufficient for a considerably increased duty. The driving mechanism, however, was weak and not sufficiently strong for heavy cuts or the fast feeds made possible by the use of high-speed tools. While the table support was not as rigid as could be wished for, it was decided not to spend any money on that feature, as the work it was to do did not require extreme accuracy.
The driving mechanism at A, Fig. 209, was constructed substantially like a back-geared lathe head attached to a suitable projection on the base of the machine, and whose main spindle reached to the edge of the circular table, and had fixed upon it a bevel pinion engaging a large bevel gear fixed to the bottom of the revolving table, as shown at B. This mechanism consisted of face gears 2¾ inches, and the back gears 2«-inch face, with a five-step cone of 32-inch face. In re-designing this feature the face gears were made 3¬-inch face and the back gears 3-inch face. The driving cone was made with three steps only, instead of five, thereby permitting the faces to be 5⅝ inches wide, as shown at C. The driving bevel pinion at B was of proportionately large pitch, but was made of cast iron. To gain sufficient strength it was replaced by one of steel.
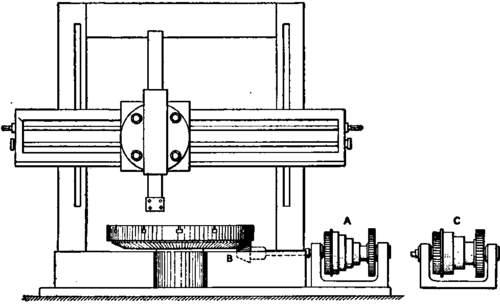
Fig. 209. Increasing the Efficiency of a Vertical Boring Mill.
By this simple arrangement the power and cutting capacity of the machine was increased over 50 per cent, while the increase of speed was gained by changing one overhead pulley. Its working capacity could be still further increased by the addition of another tool holding head. Thus the first and second methods were realized in this machine.
Another method of increasing the efficiency of a machine by the addition of devices and attachments is more applicable when the work of the machine is a regular line of similar pieces. Special devices may be made for holding the work, so as to secure greater rigidity and to reduce the time required for putting in and taking out the piece of work.
Other devices may be made for better securing the cutting tools, or for using a greater number of them. For instance, in turning cone pulleys, the ordinary lathe tool block carries but one or, at most, two tools, while it is a comparatively simple and economical matter to construct a tool block carrying as many tools as there are steps to the cone, and turning all of them at once. A taper attachment will permit the pulley faces to be properly crowned. This suggests a wide field for interesting study and is well worth the best work that can be applied to it, and the devices that may be designed for almost any kind of product are numerous and valuable if carefully worked out by men who are well versed in this class of work.
Still another method, that of providing better tools, is a more simple question. If the took are made of the ordinary grades of tool steel much greater efficiency can be realized by the use of high-speed steel. Its cost may be five or six times that of the ordinary tool steel, but this should not prevent its use, since it will be exceedingly economical in any event. The tool steel expense may be kept within reasonable limits by the use of tool holders for lathes, planers, and similar machines, as they will require only short pieces of small square steel as cutters, instead of the cutting portions being forged upon the end of a bar weighing many times as much. However, for heavy and rough work a solid tool is preferred by many good shop men on account of its great rigidity.
In the use of solid took, the efficiency of the machine will be much affected by the form of the cutting portion of the tool. This will include not only the form given it by the tool forger, but the angles to which it is ground. To insure the proper treatment of the tool in this respect a good tool grinding machine should be used. This machine should be so constructed that took may be rigidly held at the various angles required (which should be shown on an index), and uniformly and quickly ground.
Continue to:
My Books

