Screw
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Screw
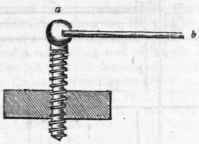
The screw is one of the most powerful and useful of the simple machines or mechanic powers. It is a modification of the inclined plane, as will easily appear to any one who reflects a little on its construction. If a triangular piece of paper be rolled round a cylinder, it will form a spiral inclined line round it, which will be not an inapt representation of the nature of the screw. The screw with the projecting thread moves within a concave spiral groove cut in the interior of a hollow cylinder, which is termed the female screw or nut. The screw is generally turned by means of a lever, as represented in the annexed cut at a b; and the power obtained by the instrument is calculated by dividing the circumference of the circle described by a b by the distance between two successive threads of the screw. Thus, if the lever a b be thirty inches long, and the distance between two threads of the screw be half an inch, the circumference described will be 94 inches; which, divided by half an inch, gives 118 as the increase of power obtained by this machine. In this case, a man who could exert a force of l00lbs. would be enabled to produce a pressure equal to that of 18,800 lbs.
From these remarks it will be seen that there are two ways of increasing the power of this machine; viz. by lengthening the lever a b, or by diminishing the distance between the threads. The former would be limited by the unwieldiness thereby given to the machine; and the latter, by the circumstance that the threads become weaker in proportion as they are diminished, and hence a slight resistance would tear them from the cylinder. These inconveniences are obviated in a contrivance of Mr. Hunter's, in which the required strength and compactness may be.carried to any extent. This contrivance consists in the use of two screws, the threads of which may have any given strength, but which differ slightly in breadth. While the working point is urged forward by that screw whose threads have the greater breadth, it is drawn back by that whose threads have the less; so that, during each revolution of the screw, instead of being advanced through a space equal to the breadth of either of the threads, it moves through a space equal to their difference.
The power of such a screw will be equal to that of a single screw, the distance between whose threads is equal to the difference of the distances between the threads just mentioned.
The .great power and compactness of the screw, as a mechanical engine, render it highly useful in the formation of presses, in which a great pressure is required. The screw is therefore usually employed in the expression of juices from solid bodies, in coining, and in reducing the bulk of light and soft bodies, so as to render them convenient for exportation. (See Press.)
The screw is also used very efficiently in the measurement of very minute motions and spaces. Thus, suppose the screw to have one hundred threads in the length of an inch, each revolution of the screw will advance the point one hundredth of an inch. Now, if the head of the screw be a circle one inch in diameter, the circumference of the head will be somewhatmore than three inches; this may be easily divided into a hundred equal parts, each distinctly visible. If a fixed index be used, the hundredth part of the revolution of the screw may be observed, and this will advance the point of the screw one ten-thousandth of an inch. To observe the motion of the point of the screw, a fine wire is attached to it, which is carried across the field of view of a powerful microscope, by which its motion is made distinctly perceptible. Such a screw is called a micrometer screw, and is much used in graduated instruments, for astronomical observations. Hunter's screw may be also conveniently used for the same purpose.
The most common kind of screws are those used by carpenters and other mechanics, for fastening wood, or wood and metal together, and are therefore usually termed in this country wood-screws, though the Scotch name of screw-nails is somewhat more appropriate, as distinguishing them from other kinds of screws.
The blanks for wood-screws are forged by the same class of workmen as make nails; they in fact closely resemble the counter-sunk clout nails, with the exception of their ends not being pointed. An improvement upon this method has been adopted by some screw manufacturers, which consists in making the blanks out of round rolled iron, cut into the requisite lengths, and then pinching these pieces, when red hot, between a pair of clams or dies, in the chaps of a vice, and forming the heads by a hammer, or the stamp of a fly-press. To form the threads, files were used in the infancy of screw-making, but this process has been long superseded by the modern practice of cutting and tapping. The forged blanks being well annealed, their small ends are successively placed into a jointed chuck, at the end of a steel mandril, where they are griped fast and made to revolve, while a file is held against them, to brighten their stems and the countersinks of their heads. The blanks are then released, their heads filed flat, and the nick for the screw-driver made by a circular saw. The blanks are now ready for tapping, by a small apparatus similar to the common lathe, as represented in the following cut.
At a is a steel cylindrical mandril, about twelve inches long. revolving in collars in the puppets b b by the motion of a strap passing round the pulley c; d is a loose pulley to carry the strap when taken off c. At e is an iron box made to open and firmly fix by screws the end of the regulating-screw f, of which there are as many provided as there are varieties in the threads of the screws to be cut; they are usually five or six inches long; g is the chuck in which the screw is fixed, by means of a kind of hasp or shackle bolt, with its end projecting as seen at h; whence it is projected by the revolution of the regulating screw, between a pair of cutters or dies at i, of the same degree of fineness as the regulator screw used. The shape of the thread or worm itself depends, however, upon the form of the operating edges of the cutters.
Continue to:
My Books

