Veneering. Part 3
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Veneering. Part 3
The caul should be planed true and smooth on both sides, toothed, and saturated with linseed oil, which last not only augments the heat, but prevents escaping glue from adhering to the caul. This adhesion of the glue to the caul, which would damage the work, is also avoided by soaping the caul, and by covering the veneer with a sheet of clean paper.

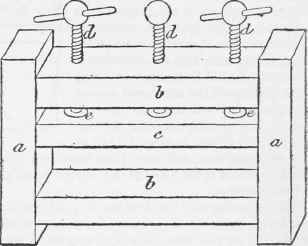
When the veneered surface is so large that it cannot conveniently be pressed by means of hand-screws, the work is placed in a veneering frame, as shown in Fig. 6S6. It consists of 2 upright bars a, 3 1/2 in. sq., with 2 rails b, 3 1/2 in. by 3 in., let into them, and having between the 2 rails b a clear space of about 10 in., in which works the movable bar c, 3 in. by 2 1/2 in., its position being regulated by the 3 iron screws d, 7/8-1 in. in diameter. The bar c is made with a slight curve on the under side, so that its pressure may be exerted first on the centre of the work. The middle screw is tightened up first, and followed by the others. This middle screw has a nut under a collar let into the upper side of c, so as to lift it when necessary, while the side screws simply press on little iron plates e. The frame will admit work about 2 ft. wide; a number are used together in a row according to the length of the work. Where steam is available, advantage is taken of it to heat a couple of iron plates arranged together so as to form a shallow tray, and with their opposing faces quite true; the work is placed between them and pressure is applied by iron screws.
Wooden cauls are far inferior to those made of smooth sheet zinc 1/4-3/8 in. thick; these are more easily and quickly heated, and never adhere to the glue which comes into contact with their surfaces. For work of large size it is most convenient to use the sheet zinc in several pieces placed closely edge to edge.
So far, the veneering of flat surfaces only has been dealt with. For small corners and places where no clamp will hold, it will be found very advantageous to employ needle points such as are used by upholsterers for securing gilt mountings; these can be drawn out when the work is dry, and the small punctures remaining in the veneer will be effectually hidden by the polish subsequently applied. For simple rounded (convex) work, an effective and easy plan is to encircle the work with pieces of string or wire tied at intervals, commencing in the middle, and placing slips of wood between the string and the veneer to prevent the latter being cut into. A useful contrivance as an accessory to the hammer process for round work (Fig. 687) is made by attaching the 2 ends of a piece of stout canvas a by means of tacks b to the sides of a hard board c, rather narrower and longer than the work, and provided with screws d. The work is put into the receptacle with the veneered side towards the canvas, which latter is brought to bear tightly against it by turning the screws d till they hold firmly against the back of the work. When the work is thus fixed, the canvas is soaked with hot water, and warmed, the screws being meanwhile tightened a little.
As the glue commences to exude, the veneering hammer is passed over the canvas covering the veneer, and the pressure is carried to a maximum degree, when the whole is put aside for 24 hours to set. For the various forms of moulding and complicated outlines, it is necessary to make a wooden caul having exactly the converse form of the surface to be veneered; this is saturated with linseed oil, soaped, or covered with No. 12 sheet zinc shaped to it and held by tacks at the edges. The veneer may be made to assume an ogee form by wetting one half its width on one side, and the remaining half on the other. When the work admits of it, 2 pieces may be veneered at once by heating the caul on both sides. An effort should always be made to utilize the figure of the veneer to the best advantage, as will be ascertained by trying the effect of different positions. When a surface is too large to be veneered at one operation in a convenient manner, it must be done piecemeal, taking care that the consecutive pieces match well in figure.
In doing work piecemeal, the uncovered surface becomes coated with the glue squeezed out of the covered portion; this escaping glue should be cleared away as fast as it appears, and even then there is a risk of its forming a thin glaze on the wood, so that it is the safest plan to scrape it and pass the toothing plane over it again before veneering.
In veneering on a highly resinous wood, such as pitch pine, there is a risk of the heat employed in laying the veneer drawing some of the resin through and spoiling the work. To prevent this, the surface may be superficially charred previous to laying the veneer, by spreading over it a compound of beeswax and turpentine, in such proportions as to produce a thin and not pasty mass, and igniting it at one end. By blowing gently, the flame may be encouraged all over the surface, charring it slightly and especially attacking the resinous veins. The loose charcoal is brushed away as soon as formed, leaving a firm yet charred surface. This is gone over with the toothing plane in a transverse direction, and then well worked over with thin glue before laying the veneers.
The veneering of a bed panel whose length requires 2 veneers is thus described by Edgar. Take the 2 veneers, pair them, cut them to the sizes required, and gently dry them between 2 boards until they are perfectly flat. Then proceed to carefully tooth them on the side to be glued, and if they are roughly sawn, tooth the ridges of the outside; by so doing you will get a thoroughly flat surface when judiciously cleaned off. Should you have a caul press at your convenience, gently rub some glue over that part of the broad end of the feather that contains most end grain, placing a piece of old copybook or other paper over the same; this will prevent it from adhering to anything by which it is laid, and also aid in strengthening the end grain parts together. When thoroughly dry, joint it to make your full length, and be careful that your joint is slightly hollow. Those end-grain parts that you recently papered, are sure to expand by the steam driven out with the glue by the heated appliances necessary to lay them.
Continue to:
My Books

