209. Drop-Forging Dies. Making A Drop Forging
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
209. Drop-Forging Dies. Making A Drop Forging
Dies for drop forgings are made of hardened forged steel, of cast steel or, for roughing out large work, they are made of chilled cast iron. Dies are made in pairs, as shown in Fig. 85. The lower contains an impression of the lower part of the forging, and the upper contains an impression of the upper part. For some forgings the face of the die contains a rough and a smooth impression of the forging.
The dies in Fig. 85 are used as follows: A bar of iron of convenient length for handling and of sufficient cross section to fill the dies is heated in a small oil or gas furnace nearby. The first operation is to place the end of the heated bar along the lower die over the impression B and give it one or more blows with the hammer to shape it roughly to the outline of the forging to be made. This is called breaking down, and the impression at the opposite edge of the dies is also used to assist in this work. This operation is immediately followed by placing the broken-down end over the die D and dropping the hammer on it, usually about twice. The metal is forced into both dies, completely filling them, and the surplus metal is forced into the slight depression surrounding the dies. But for this depression, the dies could not come together and the forging would be too thick. The fin or "flash" of metal thus formed around the forging is shown on the wrenches marked F. The flash is cut off in another machine called the trimming press which stands alongside the drop hammer. The finished wrenches are shown at G.

Fig. 85. - Drop-Forging Dies and Specimens of Work.
To keep from cutting off the end of the bar in process of being forged, and leaving the forging with no holding piece, a notch is cut in one end of each die as shown at the ends of the wrench dies. A cutter at the side of the die usually cuts off a forging when shaped as shown at F. Frequently forgings are pickled to remove the forge scale before trimming off the flash. Large forgings and high-grade small forgings are annealed.
Fig. 86 shows a pair of dies B, B, for an automobile engine crank-shaft, and C, C, show the two parts of the trimming dies.
Fig. 87 shows the steps of shaping the crank shaft from the bar a. A few blows of the hammer break it down at the side of the die to the shape o, and then the die shapes it in about a dozen strokes as at c.
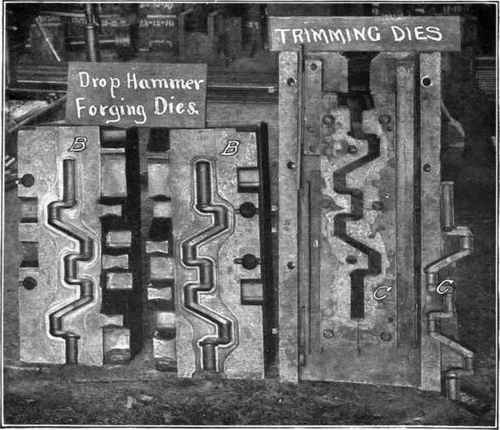
Fig. 86. - Dies for Forging and Trimming a Small Crank Shaft.

Fig. 87. - Steps in Forging an Automobile Crank Shaft.
The trimming press, in which are mounted the dies C, C, cuts off the flash as at d, and the bull-dozer or upsetting press presses a flange on the end e after a reheating.

Fig. 88. - Specimens of Drop Forgings.
After annealing, the forging is ready for machining to its required dimensions.
Fig. 88 shows a number of specimens of drop forgings, and Fig.
89 shows a high-grade alloy crucible-steel forging twisted and bent cold to show its quality.
Long forgings are forged one end at a time to avoid making an unduly long die and having to handle an unwieldly piece of work. An automobile axle is about the longest drop forging made.
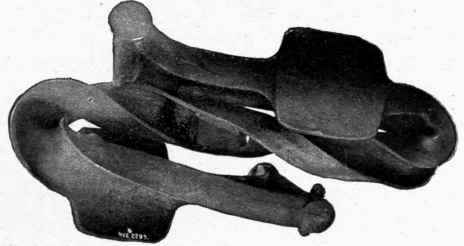
Fig. 89. - A High-Grade Drop Forging Bent and Twisted Cold.
Continue to:
My Books

