247. Skeleton Patterns
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
247. Skeleton Patterns
The skeleton pattern is well adapted to irregular hollow castings, such as the steam nozzle with three outlets, a drawing of which is shown in Fig. 115. The pattern is made in two parts divided along the plane of symmetry AB. In building this pattern, the three outlet flanges are built in halves of segment work, and these are joined by skeleton framing made up as a backbone, ribs and battens for each half. The marking-off table may be used to great advantage in this work.
Fig. 116 is a simple form of skeleton pattern shown merely to illustrate the method of building and using this kind of pattern. This is the pattern of a plain length of cylindrical pipe. Each half is formed of a backbone, two ribs, and four battens.
The lower half of the pattern is made so that the inner surfaces of the backbone and other parts are faired to the contour of the inner surface of the casting, and the upper half is made so that its outer surfaces are faired to the contour of the outer surface of the casting. The battens C occupy part of the space of the walls of the casting.
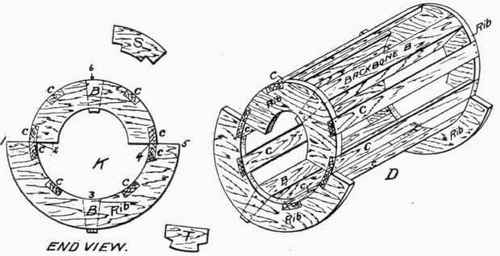
Fig. 116.
In making a mould from this type of pattern, the moulder beds the lower half of the pattern in the sand of the lower half of the mould, making the parting along the line 1, 2, 3, 4, 5.
The core for the casting is then formed of sand and other materials in the space enclosed between the two halves of the pattern. The core is built up as far as can be done before placing the upper half of the pattern. When this half is placed, the core surface is carried to the outline of the semi-circle 6. Non-plastic pasting sand is sprinkled over this surface (as was done over the joints 1, 2, 3, 4, 5) and the upper half of the mould is built thereon.
When completed, the upper half of the mould is lifted off, and the sand is scraped from between the several battens and backbone joining the two end ribs of the upper half of the pattern by means of the small strike or strickle 8, which scrapes away the sand to the thickness of the batterns c. The upper half of the pattern is then lifted away, exposing the true surface of the upper half of the core. The core is then lifted out, and the strike T is used to scrape away the sand between the longitudinal parts of the lower half of the pattern, after which this half is lifted out.
The strikes 8 and T have scraped out the sand which occupied the space for the casting. After the lower half of the pattern is lifted out, the mould is smoothed, the cavities left by the four end ribs are filled to the extent needed, and the core is replaced in the mould. The mould is now complete, ready for pouring.
Continue to:
My Books

