324. The Boring Bar
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
324. The Boring Bar
For boring out hollow cylindrical work on the lathe, it is usually secured to the face plate as shown in
Fig. 179. If the work does not extend more than 6 or 8 inches from the face plate, it may be bored by the inside boring tool.
For longer work, a bar B is suspended between lathe centers. This bar carries a cutter head € to which is clamped two or more cutting tools as shown. The cutter head is fed along the bar by the handle H, which is pushed by the travel of the lathe carriage.
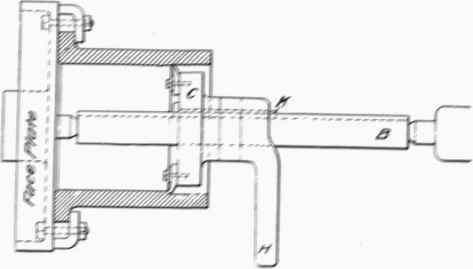
Fig. 179. - Boring Bar,
The key K, traveling in a slot in the bar, keeps the cutter head from revolving.
Another form of boring bar is shown in Fig, 180, The tool slide is removed from the lathe and the cylindrical work is secured on the lathe carriage. The rigid bar, carrying the steel cutter A, is suspended between centers, and as the bar revolves, the work is
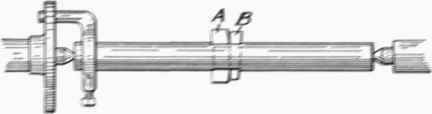
Fig. 180 - Boring Bar, moved slowly along by the carriage. The pin B keeps the cutter firmly in place,
There are several other types of the boring bar, brat boring is a work not usually done on a lathe except in a shop of limited equip-
Continue to:
My Books

