346. The Horizontal Boring And Drilling Machine
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
346. The Horizontal Boring And Drilling Machine
Fig. 200 shows a representative type of this machine. A cylinder to be bored is so clamped on the upper cross-table T, and the table is so adjusted, that the cylinder axis and that of the spindle SS are coincident. This adjustment is made by raising or lowering the main table MM by means of the lever B which works the large screws CC, and by sliding the table T across the main table. The handle D moves the table T along the main table. The faces of the tables T and M always remain horizontal, and the tables are not moved while the boring is in progress. The main table is supported at the left by the large yoke F.
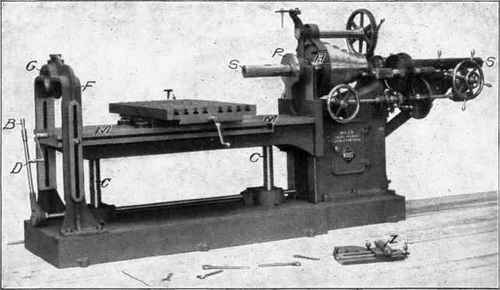
Fig. 200. - Horizontal Boring and Drilling Machine.
After the cylinder is adjusted, a boring bar with suitable cutters is passed through the cylinder for boring. One end of the bar fits into the end of the main spindle 8, and the other end is supported in a bushing in the hole G. The bar with its cutters is made to revolve by means of the wheel H, which is driven by the belt cones and back gear as on the lathe. The bar and spindle are advanced slowly, while they revolve, by the feeding mechanism seen at the right of the machine. This mechanism is fitted to give the cutter different speeds of advancement in either direction of the spindle's length, and the hand wheels are fitted to change the position of the spindle quickly when the machine is not in operation.
This machine has the advantage of being able to bore several parallel holes in a casting without having to re-adjust the casting on the table, as the tables themselves provide for moving the several holes into position for the cutters.
Some machines have an upper table which revolves around a vertical axis on the lower table, thus fitting them for boring a series of holes with horizontal axes at given angles one to another.
The ends of a cylinder may be faced off by means of a tool secured to the attachment Z. This attachment is bolted to the face-plate P and the tool is fed to cut at a gradually increasing distance from the spindle axis.
A drill may be held in the end of the main spindle for drilling holes as on the drilling machine.
Continue to:
My Books

