Copper. Part 9
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Copper. Part 9
Fig.11
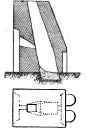
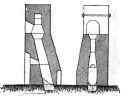
The crude matte is routed 5 times in stalls containing 8 to 10 tons; each firing lasts 2 hours, and consumes about 14 bushels of charcoal and 1/4 ton of wood. The smelting for black copper offers no special peculiarity; the type of furnace used is shown in Fig. 12: it is equally characterised by the inclination from rear to front. The draught is also effected by a single tube introducing air under 6 centim. of mercury; the output is about 9 tons per 24 hours, with a consumption of 33 to 36 bushels of wood charcoal per ton of copper produced. The fining and refining are effected by the German method. Two fires arranged together are ordinarily employed for this work, receiving about 8 cwt. per charge, and consuming 42 bushels of charcoal perton of metal obtained. In fine, the Agordo method is a combination of the dry and wet systems, especially characterised by the mode of enriching adopted at the first roasting.
Carbonated Ores
The treatment of carbonated ores with a quartzose gangue is often done by means of acids, either hydrochloric or sulphuric. Sometimes the latter is produced actually in contact with the ore. The wet method is reserved for ores holding less than 3 per cent. copper; these are carefully sorted on leaving the mine, broken to the size of nuts, and enclosed in masonry tanks about 160 ft. square and 4 ft. 6 in. deep. A sort of grating made of wooden bars is placed at a depth of 16 in.; it receives in the order of their size the lumps to be attacked, finishing with the finest matters, the total charge being about 25 tons. A mixture of steam and sulphuric vapour is introduced into the lower portion of the mass, condenses in traversing it, and constitutes the solvent liquor of the copper. The acid vapours are obtained by roasting, in a furnace 15 ft. high, pyrites mixed with 1/1000 Part of nitre and 1/500 part of sodium chloride; special boilers, having a heating surface of about 24 sq. ft. per ton of matters roasted, furnish the necessary steam. Every 4 days the upper part of the heap of ore is turned by shovels; the total duration of the solvent action is 25 to 30 days.
The solution finished, the liquor is drawn off, the ore is washed, and the copper is precipitated by scrap-iron, a part of the " cement" reaching a yield of 80 per cent. of copper after drying. The black copper is smelted in a reverberatory furnace and then fined; the rest, which is less rich and very pulverulent, is passed into a blast furnace, as at Agordo.
Fig. 12.
This method has long been improved upon, for very poor ores, by the use of special solvents, consisting of the mother-liquors arising from the manufacture of iron sulphate, of hydrochloric acid, and of cementation liquors containing sulphate and acetate of protoxide of iron. The iron acetate in particular causes a rapid decomposition of the copper carbonates. The first step is to thoroughly aerate the liquors which have already served for a previous precipitation, in order to oxidize them; next to methodically wash the ore, taking care, after each washing, to repeat the aeration by a current of compressed air. The liquors in passing successively over less and less exhausted ore arrived at a suitable degree of concentration; the copper is precipitated, the mother-liquors are concentrated to separate a good part of the iron sulphate, and restored in the routine of the works. In this way can be treated 10 times as much ore as formerly, 3 or about 150 tons daily, besides utilizing much poorer mineral*
Commercial Forms
Copper is brought into the market in a variety of forms, such as bean-shot or feathered shot, intended for the manufacture of brass. The former of these is produced by pouring the melted copper through ladles filled with holes, into hot water, for the production of bean-shot, or cold water for the manufacture of feathered shot. It is cast into slabs when required for hammering out into shape for large utensils, such as vacuum pans, in which case a small slab, with the aid of a steam-hammer, is hammered out into the form of a hemisphere, with a rim 8 to 9 ft. in diameter out to out, and 4 ft. deep. It is also cast into ingots of various sizes. One form of ingot is only 6 oz. in weight, and about 8 in. long. It is exported to the East Indies as Chinese or Japan copper. These ingots are of a fine red colour, produced by casting them on canvas stretched under warm water. The method of producing this colour was for a long time kept secret. The slabs are also, some portion of them, before being sent away from the smelting works, converted into sheets of varying thickness, by rolling between smooth iron rollers, each about 3 ft. 8 in. long, and 15 in. in diameter.
The ingots of copper to be operated upon are heated in a reverberatory furnace, and are then passed through the rollers, returning over them, and passed through again and again, until by cooling and hardening they become so brittle that they require to be annealed by reheating in the furnace. The rollers are gradually brought closer together by tightening screws bearing on the plummer-blocks carrying the shaft of one of the rollers. The repeated re-heatings of the sheet produce a coating of oxide, which is removed by steeping for a few days in urine; it is then put again into the furnace, the ammonia attached to the surface is driven off, and the sheet being plunged while hot into cold water, the cupric oxide formed scales off, leaving the metallic surface bare. After passing the sheet, when cold, through the rollers, to produce a smooth surface, it is cut down to the proper size and packed for the market.
Hardening And Toughening
Everitt of Birmingham uses 1 to 6 per cent. manganese oxide (the best is the natural black oxide) and mixes this with the copper in a crucible. As soon as the mass is melted, the oxide is thoroughly-stirred in, and the resulting scum carefully removed: it is then fit to cast. In the preparation of brass, the same takes place, and then the zinc is added. Although chiefly used for brass-plating, it is well adapted for other platings in which copper forms a chief ingredient. The copper is rendered more homogeneous, harder, and tougher; it can be rolled at a red heat, thus saving a great deal of time and labour. It has shown itself best suited for steam-pipes, axle-boxes, ship-plates, etc. {Iron Age.)
Continue to:
My Books

