Zinc Ores. Part 2
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Zinc Ores. Part 2
Fig. 181.

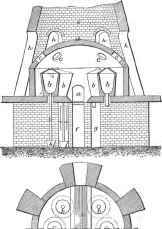
Fig 183.
Smelting : (6) English method. - The construction of the furnace used in the English method of zinc-smelting is illustrated in Fig. 182. The furnace consists essentially of a fireplace a, traversing it from front to back, in which burns a coal-fire, where products of combustion envelope the 6 crucibles b, and then pass by holes c in the dome d into the chimney-cone c. The passage / is the ashpit; a similar passage g on each side is for the accommodation of the pipes descending from the crucibles. The large openings h in the chimney-cone e are provided for the introduction of the crucibles 6 before the completion of the dome d, and are left to afford access to the crucibles in working. The crucibles are made of superior fireclay, about 4 ft. deep and 2 ft. 6 in. across, and provided at bottom with iron condense-pipes i, 7 in. in diameter and 10 ft. long, the first 2 ft. of which forms a separate piece fixed into the crucible, while the lower 8 ft. can be detached at will. When a new pot has to replace a broken one (they last about 4 months), it is made red hot and conveyed into its place on the hearth through one of the holes c; its attached 2 ft. of pipe is thrust through the floor of the hearth, and stopped by a plug of wood or coke.
The charge is introduced, and the crucible is left uncovered for a short time, then the lids are carefully luted on. In about 2 hours, a bluish flame commences to appear at the exit of the iron pipe, the vapour penetrating the plug, which, if of wood, is by this time converted into charcoal. The bluish flame is extinguished on attaching the extra length of pipe, which serves as a condenser for the escaping zinc vapours, and conducts the liquid metal into the receptacle k containing water. The pipe i is apt to become choked with condensed metal, when it may be cleared by taking it off and shaking, or by inserting a red-hot iron rod. Before re-charging a crucible, the residue is cleared out by removing the iron pipe and the plug. The metal collected in the receiver k amounts to about 35 per cant.; being contaminated with some oxide formed by contact with the air in its heated state, it is re-melted for the dross to separate (ready for re-smelting), and cast into ingots, under the name of "spelter," but it must not be confounded with the soldering alloy known by the same term.
Smelting: (c) Silesian method. - The Silesian calamines, yielding less than 20 per cent. of zinc, are smelted in muffle-furnaces, as illustrated in Fig. 183. These furnaces consist of a series of arched ovens a, the sides o being braced and tied by iron plates and bars, to support the thrust of the central arch c. The fireplace d and furnace-bed e are built of firebricks and lumps. The coal fed on to the grate / receives the air necessary for its combustion through the ashpit g; the heated vapours surround the 20 mufflesa, and pass off by flues h into the chimney. The muffles a are about 3 1/2 ft. long, 1} ft. high, and 3 in. thick; they are made of a mixture of fireclay and finely-pulverized fragments of old muffles, and are baked to a strong red heat in the auxiliary furnace i while the furnace proper is being brought up to the requisite temperature, which requires 8 or 10 days. The previously-calcined calamine, reduced to fragments no larger than a pea, is mixed with an equal volume of fuel (cinders or coke-dust), and charged into the muffles a through the orifices k, fitted with fireclay stoppers; these orifices k are made in the elbows of stoneware pipes /, which are attached to the muffles, and are farther prolonged downwards by cast-iron cones and sheet-iron tubes, in which the condensation of the zinc vapour takes place, the metal passing through the outlet m and accumulating in the receptacle n.
The residue left in the muffle is raked out through the door o once in 14 hours, having been exhausted of its zinc to within 2 per cent. The crude metal collected in n is re-melted in the clay-lined iron pot p, heated by a separate fire, and is cast into ingots . The arch e is built of a mixture of fireclay and sand, to a thickness of 9 in., beaten down hard upon a temporary support of wood or brickwork, smoothed oyer with ashes or sand; the support is removed when the arch has hardened sufficiently to stand alone. Well-made and carefully dried arches last 2 or 3 years; the life of a muffle does not often exceed 4 weeks. In Silesia, gas-furnaces hare been tried for zinc-smelting, but it is not very clear whether the advantages gained justify the outlay.
Properties And Uses
Zinc ha; a bluish-white colour, and a sp gr of 6.8 to 7.2. It is hard enough to bear polishing; brittle but malleable in the cold, showing the greatest ductility and malleability between 2120 and 220° F. {100°-104 1/2° C), and becoming so brittle above these tempera-tures as to be actually pulverulent. It fuses at allow red heat, and volatilises at a white heat in closed vessels; in the open air, it ignites at a bright red heat and burns vividly. In a dry atmosphere at ordinary temperatures it is not affected, but rapidly tarnishes and oxidizes in a moist atmosphere. Nearly all acids dissolve it readily, and it is quickly oxidized by caustic potash and soda in water. The commercial metal is never pure, always containing more or less arsenic, cadmium, carbon, copper, iron, and lead; these impurities are eliminated by redistillation. The metal is well adapted for art castings, being much cheaper than bronze, easily coloured externally to resemble that alloy, and taking very clean and sharp impressions from the mould. It is very largely used in the form of thin sheets, which are rolled out between cast-iron cylin-ders at a temperature not surpassing the limits mentioned, above; for this tain lead.
Continue to:
My Books

