Cleaning Clocks
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Cleaning Clocks
Different workmen have different methods of cleaning a clock, each supposing his own to be best; the following will be found as good as any. Mix up some rotten-stone with any good oil, and with a stiff clock-brush rub thoroughly over every part until all tarnish is removed. In brushing the plates, the brush must take one direction only, namely, lengthways of the plate, so that the scratches may appear in straight lines, otherwise it will look bad when finished. Should there be any rust on any of the steel work, it must be removed with fine emery cloth, and then rotten - stoned. Remove as much as possible of the rotten-stone and oil with an old duster, finish with a clean brush wetted with turpentine, and wipe dry with a clean duster. In cleaning the wheels, etc, care must be taken not to bend the teeth, or any other delicate parts; and not to rub sufficiently hard and long in one place to take off the corners and destroy the proper shape. Take especial care to clean out the teeth of the wheels, the leaves of the pinion, and round the shoulders of the pivots.
The holes in the plates must also be well cleaned out with thin strips of leather, holding the plates in the bench-vice. Wrap a duster round the part that goes in the vice, unless the jaws are provided with lead clamps, so as not to mark the plates.
When every part is thoroughly clean, it will be ready for "examining," by means of taper iron pins, with a loop formed at one end, for affording facility in picking them up off the board, and about 2 in. in length. To make them, cut off the required number of pieces of iron wire, and form the loops at the ends; put them one at a time in the hand-vice, and, resting the free end upon the filing-block held in the bench-vice, file them to the proper taper. Keep turning the pin round towards you, but only move it when the file is going in the opposite direction, that is, away from you. When filed to shape, they must be draw-filed with a smooth file, and finally burnished with a flat burnisher. A flat burnisher is simply a smooth piece of flat steel, and requires rubbing on the emery stick, so as to produce a grain cross ways.
A much-recommended method of renewing wheel teeth is as follows: Proceed by fitting in a suitable piece of brass. Then procure a slip of zinc, drill a hole through it, and fit it tightly on the pinion or arbor on which the wheel is mounted. Secure it at a part where the teeth are sound, and cut it to the shape of the wheel; then with a slitting file or saw, cut out a pattern of 5 or 6 teeth more than you require in the new piece. When the zinc pattern is an exact copy of that part, bring it round to the new piece, allowing 2 or 3 of the zinc teeth to intersect with the wheel at both ends of the new piece. Fix it in this position, and the new teeth may then be cut with the greatest ease and accuracy.
When a pivot is much worn or cut, if it will admit of it, it may be "run" (filed) down smooth and straight by means of the "turns" shown in Fig. 215. To " run " the pivot, fix the turns in the vice, and put in a female centre at one end, and a running centre at the other. Secure a screw ferule upon the sound end of the arbor, and, putting the point of the sound pivot in the female centre, adjust the position of the running centre, so that its groove receives the imperfect pivot, and allows it to have a good bearing. Put the gut of the cane bow round the ferule in such a manner that the downstroke may cause it to revolve towards you; then, placing the plain edge of a fine file against the shoulder, file down the pivot until quite smooth and straight, taking care that with every downstroke of the bow the file is pushed away from you, and at the upstroke drawn towards you. Lastly burnish with a flat burnisher.
Fig. 215.

In repairing the escapement, reduce the friction by making the acting faces of the pallets very smooth and of good shape, avoid all excessive drop and consequent loss of power, and render it as free as possible from liability to the variation of the motive force. To examine the escapement, place the third wheel and escape wheel in the plates, and pin together with the examining . pins. See that the pallets and crutch are tight on their arbor, and observe whether the pallets are worn by the action of the escape-wheel teeth. Put in the pallets, screw on the cock, and see whether the holes of the pallet arbor pivots are of proper size; it is very important that they should be only large enough for the pivots to be just free. If found to be too large, remedy at once by putting new ones; return the pallets to their place again, and proceed to test the action of the escape wheels upon the pallets by pressing forward the third wheel with one hand, and confining the action of the pallets by holding the crutch with the other, and then slowly moving it from side to side a sufficient distance to let each successive tooth "escape" the pallets.
For the escapement to be correct, it should fulfil these conditions: - The drop-on to each pallet should be equal, and only sufficient to give safe clearance to the tooth at the back of the pallet from which it has dropped; there should be as little recoil as can be obtained from the shape of the escape wheel; the pallets should not scrape the back of the escape-wheel teeth; and the faces of the pallets should be perfectly smooth, and of such shape as to require to be moved by the escape wheel before "escaping" a sufficient distance to ensure a "good action" or movement of the pendulum. As a general rule it will be found sufficient if the end of the crutch moves about J in. from drop to drop of the wheel teeth. If the pallets are worn, the wearings must be filed out, at the same time taking advantage of the opportunity to make them a good shape. The escape wheels should nearly fit the wheel, when pressed into it on either side, as far as it is possible for them to go, the great object being to have as little recoil as possible. The first thing to be done before taking out the wearings, or altering the shape of the pallets, is to " let down " the temper. This is done by heating them to a cherry red, and allowing them to gradually cool again.
Having thus softened them, file the wearings nearly out with a rather fine file, and alter to proper shape. Then smooth-file them, and lastly, with a bell-metal or soft steel rubber and oilstone dust, finish them very smooth and free from file marks. They can now be hardened by heating to cherry redness and plunging into cold water, and afterwards tempered by warming till a part previously brightened with emery turns to a straw colour. If, upon trial, there is found to be too much " drop " off the outside pallet, on to the inside one, the pallets need "closing,' or bringing closer together, which is best effected by placing them upon the jaws of the vice, opened to a suitable distance, and giving them a tap with a small hammer, so as to bend them nearer to each other. Take great care in doing this, and see that the pallet arms have first been softened by heating as before directed, or they will break. If there is too much "drop" off the inside pallet on to the outside one, the pallets require bringing nearer the wheel. If the excess is not very great, it may be conveniently altered by lowering the cock a little.
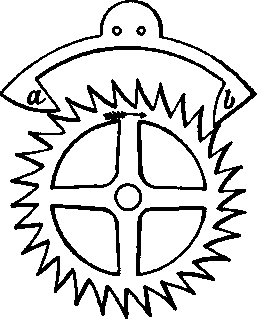
To do this, remove the steady-pins from the cock, and move it round so that the "drop" is corrected; then drill new holes in the plate for the steady-pins, so that the cock will be kept in its new place. When the drop is very excessive, new holes must be put in the back plate nearer to the escape wheel for the cock screws,1 and the cock lowered as much as is necessary to make the drop equal and correct. Fig. 216 shows the escapewheel and pallets. The arrow indicates the direction in which the escape wheel revolves: a, outside pallet; 6, inside pallet. Though it is proper to leave as little " drop " as possible, do not carry this to extremes*; but remember to give sufficient to ensure clearance after a little wear, and under disadvantageous circumstances, or else after going a few weeks, the pallets will catch, and the clock will stop. When the edge of the inside pallet catches upon a tooth, the pallets are too close to the wheel; when the edge of the outside pallet catches, there is insufficient distance between the pallets.
Some escape wheels are cut so irregularly that it is impossible to get a good escapement.
Fig. 216.
The opening in the crutch should be sufficiently large for the pendulum rod to move freely, with a little side-shake and no more; if at all rough inside, it must be made smooth and burnished, and then closed in to the proper size. See that the pendulum is sound everywhere; that the spring is not cracked or crippled; that the regulating nut and screw at the bottom act properly, and the bob slides easily on the rod. See also that its suspension is sound: it should rest well on the stud, and fit sufficiently tight as not to move at the top above the slit when swinging.
The striking train is generally examined before taking to pieces in a less critical manner; it is seldom so bad as to fail in striking, there being no resistance for the striking weight to overcome except the tension of the hammer tail-spring and rack spring, and the inertia of the train wheels. Should it be thought necessary, however, to be more careful, the course of procedure would be exactly similar to that described for the going train. The examination of the dial work is usually left until the clock is put together, as any errors can be easily altered, without in any way interfering with the rest of the clock. The plates are next carefully wiped with a clean duster; a leather strip is passed through the holes, and the wheels, pinions, and other parts are brushed clean, ready for putting together.
Continue to:
My Books

