Repairing Clocks. Part 3
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Repairing Clocks. Part 3
A few hints on cutting escape wheels may be useful to those who possess a wheel-cutting engine.
The form of cutter used for brass wheels is what is commonly known as a fly, or single-tooth cutter, driven at a very high velocity. If the cutter is of proper form and well polished and the blank to be cut is firmly supported, the teeth cut will have a perfectly smooth polished surface, requiring no further finishing.
There are several forms of spindle in use to carry single-tooth cutters. The one shown in- Fig. 214 is very convenient, and easy to make. A plain steel arbor 2 1/4 in. long and 5/16 in. diameter is centred, and turned down at the left end for a short distance, to receive the brass pulley by means of which the spindle is driven; the other extremity of the arbor is also turned down for a length of 3/8 in., to about 1/4 in. diameter. A flat is filed on one side of the arbor for nearly half its length, until it is level with the reduced extremity of the arbor. A taper dovetail groove is then filed at right angles to the axis of the arbor and down to its centre to receive the cutter (this groove should taper so that the cutter enters tail first), and at the centre a hole is drilled, tapped, and a screw fitted as shown to secure the cutter in position. The extremities of the arbor are now hardened and let down to a full straw colour, the pulley is driven on and turned true, and both centres are finished to fit the centre screws accurately.
Fig. 214.
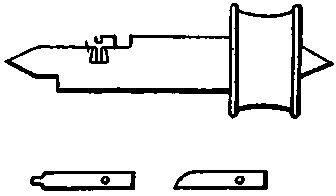
The cutters are made from square steel, carefully filed to fit the groove in the cutter spindle, and when properly fitted, knocked gently in with a light hammer; a hole is drilled to correspond with the screw hole in the spindle. The cutter is now filed out to the shape required, using the old wheel as a gauge; for a small engine, the cutter should not project more than 5/16 in. beyond the arbor. The angle at which the cutter is sharpened must be but little leas than 90° (if made more acute, the cutter will chatter and not cut a smooth surface); of course, in filing, the angle will be made less than this, but in the final smoothing and polishing it must be increased to this. After it is filed to shape, it is knocked out of the spindle, covered with soap, and hardened - the face rubbed bright and tempered to a straw colour - the shank being let down still softer to prevent its breaking. The flat side and face of the cutter are smoothed with oiltone dust, and polished with either diaman-tine or red stuff on a bell-metal polisher, and the curved edge is done in the ordinary lever-end tool.
Every portion of the cutting edge must be perfectly smooth and polished, or it will not produce a smooth surface on the wheel; when in use, if at any time the cutter is found to have a film of brass forming on the edge, it should be re-sharpened and polished at once. With a cutter of this description working on brass it will be found difficult to drive it too fast.
In adjusting the cutter in the engine, in order that the angle of the wheel teeth may be kept the same as in the original wheel, the old wheel is placed in position in the engine, and centred by the pump centre, then the cutter spindle is adjusted by its screws until the cutter passes freely between 2 teeth. when the set-screws are tightened. It will be found best, if accurate work is desired, to remove the greater part of the material at one cut, and then to finish with a very slight cut at last. The cutter must not be forced, but passed through at one uniform speed, rather too slow than fast, and kept liberally supplied with oil while cutting. If a cutter is required for a train wheel, some difficulty will be found in making one so that both sides of the teeth are rounded alike, unless some special tool is made to ensure this; if only one or two wheels are to be cut, the following plan will give very good results with but little trouble.
A piece of steel having been fitted to the cutter spindle, as described before, a centre is ' formed at each end; fix a ferrule on it, and turn the end that is to form the cutter like a conical point of rather large size; making the pivot to just fill the space between two teeth of wheel of the size you require. The pivot is polished carefully, and then a flat is filed down to the centre, leaving just half of the pivot - it will then be exactly like a half-round bit in section; it is hardened, tempered, polished on the flat, the end stoned off square almost, and that also polished. In making a cutter on this plan, the sides are of necessity exactly alike; the only disadvantage is that as it is sharpened by polishing the flat face only, it gradually gets smaller after being sharpened a few times.
The parts most frequently found to require repair in the striking trains of clocks, are the pivots of the upper pinions, especially those of the fly, pin wheel, and pallet wheel. If the points are only slightly cut, they can be returned and polished, and a new hole put in; but if to entirely remove the marks the pivot would have to be much reduced in diameter, a new pivot is the only resource.
In putting in new pivots, the best way of centring the arbor is to put a lantern runner in the throw, having a hole large enough to take the sloped-off shoulder in the arbor; then the arbor can be centred with the graver, and the drill started perfectly true. A short stiff drill should be used (fitted to a plain runner in the throw), ground to cut in one direction only, rather thin at the point, and quite parallel for a short distance behind the cutting angles. The drill should be left quite hard, or, if a soft arbor is to be drilled, it may be tempered to a light straw colour, and the rest of the shank rather softer. If this is lubricated with either turpentine or benzine, but little difficulty will be found in drilling the arbor; the hole should be rather deeper than the pivot is long, and in size rather larger than the pivot is to be. A piece of staff steel is now centred, hardened, blazed off, turned down true to fit. the hole, and very slightly tapered (if too taper, the arbor will be split in driving it in); when it fits half-way in, draw-file it carefully, and cut it to length, filing the outer end off square. A few blows of a light hammer will fix it firmly in position; then the extreme end of the pivot can be turned to a centre, through a hole in the lantern runner.
Continue to:
My Books

