Stereotyping. Part 4
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Stereotyping. Part 4
After all the edges round the top are struck off, the thin metallic covering of the mould can be removed, and the whole of the plaster will be exposed to view. This can be picked from the surface of the cast, and the latter be lifted from the floating plate.
It is wise to wear a leather apron, to provide against the effects of metal splashing; some thick blanket-pads should be provided to enable the workman to safely handle the hot dipping-pans, floating plates, etc.
Should any plaster adhere firmly to the detached pieces of metal, the whole may be thrown into the melting pot, when the plaster will rise to the surface, and can be skimmed off with the ladle.
If the cast is perfect, superfluous metal is cut away and the plate finished. More work is entailed in finishing a plaster plate than in the paper process, incurring additional items of expense.
Flattening The Plate
In consequence of the unequal contraction of the metal on the face and back of the cast, before finishing in the ordinary way, the plate needs to be "flattened." Having trimmed the superfluous metal from the sides, etc, run a small straight-edge over the face, when indentations may easily be seen. Mark these places with a pair of callipers on the back, and then with a plauer or burnishing hammer knock them up to the required height. A piece of thick brown paper or thin flannel must be placed between the beating surface and the face of the plate, or the latter may get injured.
Turning To Uniform Thickness
The back of the plate is sure to be somewhat rugged, and probably extremely uneven. It is therefore necessary, before planing smooth, to turn the plate to a uniform thickness, in a lathe made specially for the purpose. This consists of a large thick disc, working on a short shaft; 4 adjustable toothed chucks or "dogs" lie upon the surface, and can be moved to any position towards the centre of the disc by the turning of a screw-head in the flange of the wheel. In front, and parallel with the disc, is a slide, upon which is fastened a carriage provided with adjustable knives. After the plate is fixed to the large disc or wheel by the chucks, the machine is set in motion, and, as the plate revolves, the carriage and knives move slowly along toward the centre of the disc. By this means, a regulated thickness of metal is taken off, in circular strips. A piece of thin brown paper is laid between the faces of the disc and the plate, to prevent any injury to the latter by rubbing when it is being secured. When fixing, it is essential to place the plate as near the centre of the wheel as possible, and to tap or press it closely to the surface; if this be neglected, it may be springy when screwed up, which will cause the metal to be taken off to an unequal degree.
On the other hand, the chucks must not be screwed up too lightly, or the same defect will occur, and the plate be insecure. Just sufficient force should be exerted in securing the plate to prevent the possibility of its being jerked off while being turned.
Planing The Back
Before placing the turned plate in the planing machine, the angles of the top and bottom edges of the back of the plate need filing off a little, so as to enable the plane to catch the metal fairly. The machine must be adjusted with accuracy so as to reduce the thickness of the plate to a small pica, always allowing for the sheet of paper which must be interposed between the face of the plate and the bed of the planing machine. This planing process is not always carried out, but its advantages are obvious in saving labour when the plate has to be made ready for printing from.
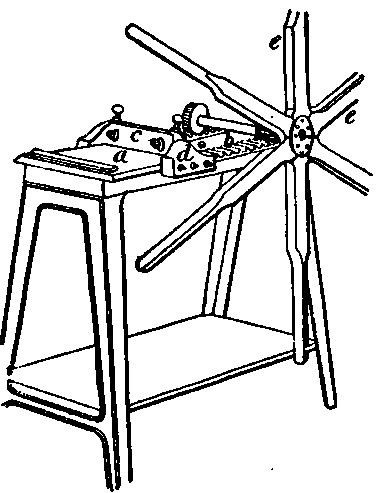
A handy form of planing machine is shown in Fig. 176. It consists of a long iron bed a working backwards and forwards on a long screw b running beneath. The knife c is fastened at a slight inclination in a frame d fixed across the centre of the bed. The plate is laid face downwards on the bed, and a thick iron wedge is forced by the workman on the back of the plate. By revolving the capstan wheel c, the plate is gradually driven under the knife, by which a slice of metal is taken off and the plate reduced to a uniform thickness and even surface. Bevelling and Squaring the Plate. - The planing has rendered the plate true as regards its faces. The next step is to adjust its edges. An accurate gauge should be used, each size of type page requiring a separate gauge. The plate is laid on a flat narrow iron table, arranged to run on slides, fixed to a ve y firm bench, with a planing iron secured in juxtaposition. The plate is laid on its back and covered with a piece of stout blanket, on which a screw platen descends to hold it in position. The plate having been correctly gauged, the edges are accurately planed off to the gauge, and then as carefully bevelled at the margin.
Where operations are conducted on such a large scale that hand labour would be inadmissible, some form of planing and bevelling machine may be used, such as Hoe's or Manley's. These operate by means of revolving cutter discs, a hood being fitted over the work to collect the flying particles of metal. A small gas engine or water motor is handy for driving the machines.
Fig. 176.
Mounting The Plate
If the plate is to be mounted on a wooden base, the bevelling can be dispensed with, the plate merely requiring to be trimmed square and almost flush with the type. The best wood for mounting on is well-planed pine; the plate is thoroughly secured by driving 1/2-in. French nails through the metal and into the wood, punching them down flush with the metal.
Stereotyping has been largely adopted in newspaper work as saving much labour where the same item of news has to be sent to perhaps a dozen or more different papers. In this case, plates of the items are cast in the required number, and distributed. To reduce the heavy cost of transport entailed by using the ordinary massive plates, the impression is taken in sheets of metal of only just sufficient thickness to afford a printing surface and ensure freedom from liability to breakage by rough handling. Then this metallic printing surface, which will be recognised as the essentially valuable part of the stereotype plate, is mounted either on wooden lengths, of the proper thickness, and secured by nails; or recourse may be had to the metallic block system, as introduced by Cassell & Co., in which the plate is cast with an undercut projection corresponding with a groove in the block which is to make up the necessary type height. The blocks are cast in columns, and afterwards cut into pieces varying from 1/2 in. to 18 in. in length, for convenience of making up into columns. The plates are locked to the blocks by column rules.
Continue to:
My Books

