Motors
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Motors
It is generally understood that an efficient electric motor cannot be made without the use of machinery and fine tools. It is also believed that the expense of patterns, castings, and materials of various kinds required in the construction of a good electric motor is considerable. The little motor shown in Fig. was devised and constructed with a view to assisting amateurs and beginners in electricity to make a motor which might be driven to advantage by a current derived from a battery, and which would have sufficient power to operate an ordinary foot lathe or any light machinery requiring not over 1 man power.
The only machine work required in its construction is the turning of the wooden supports for the armature ring. The materials cost less than 8s., and the labour is not great, although some of the operations, such as winding the armature and field magnet, require some time and considerable patience. On the whole, however, it is a very easy machine to make, and if carefully constructed will certainly give satisfaction. Only such materials as may be procured anywhere are required. No patterns or castings are needed.
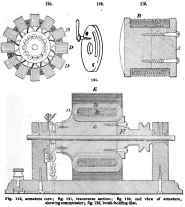
Beginning with the armature, a wooden spool A (Fig. 118) should be made of sufficient size to receive the soft iron wire of which the core of the armature is formed. The wire, before winding, should be varnished with shellac and allowed to dry, and the surface of the spool on which the wire is wound should be covered with paper to prevent the sticking of the varnish when the wire is heated, as will presently be described. The size of the iron wire is No. 18 American wire gauge. The spool is 2 3/16 in. diameter in the smaller part and 2 in. long between the flanges. It is divided at the centre and fastened together by screws. Each part is tapered slightly to facilitate its removal from the wire ring. The wire is wound on the spool to a depth of 3/8 in. It should be wound in even layers; and when the winding is complete, the spool and its contents should be placed in a hot oven, and allowed to remain until the shellac melts and the convolutions of wire are cemented together. After cooling, the iron wire ring B is withdrawn from the spool, and covered with a single thickness of adhesive tape, to ensure insulation.
The ring is now spaced off into 12 equal divisions, and lines are drawn around the ring transversely, dividing it into 12 equal segments, as shown in Fig. 120. Two wedge-shaped pieces C of hard wood are notched and fitted to the ring so as to enclose a space in which to wind the coil. This coil consists of No. 16 cotton-covered copper magnet wire, 4 layers deep, each layer having 8 convolutions. The end a and the beginning & of the winding terminate on the same side of the coil. The last layer of wire should be wound over 2 or 3 strands of shoe thread, which should be tied after the coil is complete, thus binding the wires together. When the first section of the winding is finished, the wire is cut off and the ends (about 2 in. long) are twisted together to cause the coil to retain its shape. After the completion of the first section, one of the pieces C is moved to a new position, and the second section is proceeded with, and so on until the 12 sections are wound. The coils of the ring are then varnished with thin shellac varnish, the varnish being allowed to soak into the interior of the coils.
Finally the ring is allowed to remain in 5 a warm place until the varnish is thoroughly dry and hnid.
Care should be taken to wind all the coils in the same direction, and to have the same number of convolutions in each coil. A convenient way of carrying the wire through and around the ring is to wind upon a small ordinary spool the spool as a shuttle.
The ring is mounted upon b wood support or hub G, and is held in place by the wooden collar H, both bub and collar being provided with a concave flange for receiving the inner edges of the ring. The collar H is fastened to the end of the hub G by ordinary brass wood screws. Both hub and collar ore mounted on a 9/32 in. steel shaft formed of Stubs'wire, which needs no turning. A pulley is formed integrally with the collar H. The end ol the hub G, which is provided with a flange, is prolonged to terminals a b of the ring coils are arranged along the surface of the hub and inserted in radial holes drilled in the hub in pail's. The wires are arranged so that one hale of each pair receives the outer end of one coil, and the other hole receives the inner end of the next coil, the extremities of the wire being scraped before insertion in the holes. The distance between the holes of each pair is sufficient to allow a brass wood screw to enter the end of the bub G, end form an electrical contact with both wires of the pair, as shown in Fig. 121. There being 12 armature sections and 12 pairs of termini.-, there will of course be required a corresponding number of brass screws. These screws are inserted in the en: of the hub G, so as to come exactly even with the end of the hub.
This completes the armature and the commutator.

Winding the on nature.


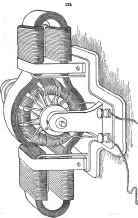
Forming the Held magnet.
Before proceeding to mount the armatare shaft in the journal boxes, it will ba necessary to construct the field magnet, as the machine must, to some extent at least, be made by " rule of thumb."
Simple electric motor.
The bod; E of the field magnet consists of strips of Russia iron, such as is used in the manufacture of stoves and stove pipe. The strips are 2} in. wide, their combined length being sufficient to build up a magnet core 7/16 in. thick, of the form shown. The motor illustrated has 15 layers of iron in the magnet, each requiring about 26 in. of iron, approximately 33 ft. altogether.
Continue to:
My Books

