Tobacco Pipes
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Tobacco Pipes
Among the branches of industry which have been a consequence of the introduction of tobacco, the manufacture of pipes has becpme of considerable importance. Immense quantities of wood, meerschaum, china clay, and pipe clay are annually converted into pipes, principally in England, France, Germany, and Austria; a smaller quantity being produced in Holland and Turkey. Wooden, china, and meerschaum pipes are made mostly in Germany and Austria, and among clay pipe producers England takes the first rank. Although the value of clay pipes is comparatively small, the enormous quantity in which they are made makes them an important product of industry to England.
Clay
The principal pipe factories are located in Dorsetshire ana Devonshire, where a pure variety of potters' clay is found in great abundance. It resembles kaolin in its character, although it contains a little less silica, and remains quite porous after baking. The clay is first freed of all impurities by levigation, and then undergoes repeatedly a process of kneading and curing in open tanks, exposed to the air, in much the same way as clay for other purposes is treated. After it has acquired the desired plasticity, it is divided into masses of about 50 lb. each, which are then given to the formers.
The first step in making a pipe is the formation of the stem in a metal mould. A small lump of clay is left attached to the rod, of which the cup is afterward formed. The rod is then pierced through its length with an oiled brass rod. Holding the pipe by the free end of the stem, the operator now imparts to the cup its external form by means of a copper mould, in which, if ornamental pipes are to be made, are engraved the designs. It is provided with a spring to open it automatically. The pipe then passes to a third operator, who forms the inside of the cup with his fingers, and establishes communication between the cup and the stem by piercing the separating wall with the brass rod. The pipe is now put aside to dry in the sun, after which it is ready for the oven. Three men finish 600-700 pipes a day.
Fig. 319 represents an oven used by English pipemakers. The fire A is located centrally in the oven. The heated gases circulate through the space B, formed by the walls of the oven and by the muffle C, which receives the pipes. The latter are introduced though the door E, and arranged in the position indicated, on shelves made of biscuit. An oven of this kind usually contains 2000 pipes. The pipes are generally baked for 8-9 hours.
Ordinary pipes receive no glazing of any kind, while some of the better class are painted and glazed. They are very porous, hence their tendency to adhere to the lips. To overcome this, the mouth ends are dipped in water containing a little pipe clay in suspension, and polished. By this means the pores of the clay are stopped. Pipes of better quality are covered with a mixture of soap, wax, and gum, and then polished.
Difficulty is occasionally experienced in holding the pipes iu proper position in the oven. Some manufacturers fill the oven with fine sand after the pipes are in position. The sand fills all interstices and supports the pipes.
The clay pipe, like the needle, has to undergo a large number of operations before reaching the state in which we find it in commerce. The manufacture of it requires much manipulation, and, despite the progress of mechanics, the machine has not been introduced.
For the manufacture of pipes, all clays are not equally suitable. Use is made of plastic and usually white clay, and sometimes of clay coloured by metallic oxides. Such clays are not met with in France in a sufficient state of purity, but are procured from the Belgian Ardennes.
These "days always contain impurities, consisting of oxides, wind, fragments of rocks, etc, in variable proportion. The first operation that the material undergoes is consequently a denning, which is done partly by hand by children, and is finished by a washing of the
In basins of large dimensions.
The second operation is the mixing of the earths in definite proportions. As each clay has a different property, the mixing of several kinds is necessary in order to obtain products that vary as to colour, hardness, etc.
This mixing is one of the principal secrets of the manufacturer, and an operation that requires no end of study before giving such a product as may be required by commerce. is performed in pug mills actuated mechanically, and identical with those used in ceramics. The clay comes from the mill perfectly homogeneous and in a state of medium plasticity. It is then carried by an elevator to the rooms of the rollers in the upper part of the building. It is distributed in blocks over wooden tables, around which are seated 12-15-year-old children, who are called "rollers," and who take a block of proper siie in each hand and form it into a ball by rolling it on the
Then, exerting a pressure with the hand upon a part of the ball, and giving it a backward and forward motion, they very quickly give it the form of a pipe whose bowl and stem are in the same axis. They hare produced a "roll." The roll made, they bend np the head of it slightly and place it alongside of them upon a board. These boards, containing a definite number of rolls, are curried to the moulders,

Pipe-makers' oven.
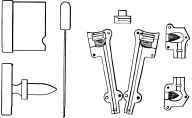
Pipe moulder's tools.

Pipe-moulder's tools.
The moulders' tools are shown in Figs. 320, 321; they include a mould of one or more pieces, a compressor, a long needle, a steel knife, and a press.
The mould for simple pipes consists of two pieces of hollow steel, fitting together very accurately. For ornamental pipes it is of several pieces of chiselled bronze, held together in a steel case. The compressor is of steel, and is mounted upon a handle, and has the internal form of the bowl. The press is an ordinary rice fixed to the edge of the table (Fig. 322).
Continue to:
My Books

