Quarter-Bend
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Quarter-Bend
A quarter, or square, bend is usually made up in two pieces, the joints running along the back and throat, or along the two sides, as shown in Fig. 247. This latter method has several advantages over the former, one being that there is less waste in cutting out the plates, another that they are perhaps a little easier to shape, and a third the greater convenience in brazing side seams.
A method for obtaining the size of the plate is illustrated by Fig. 248. The exact shape of the quarter-bend is marked out as shown in the figure, and the joint line drawn in. Now before setting out the plates it will be as well to consider what happens when a plate is bent to form either the back or throat portion of the pipe. Consider the back piece first. As the plate is brought into shape by hollowing and razing, it will be observed that the back of the half-pipe stretches and thus becomes longer, whilst the edge of the plate, which will form the joint, contracts, and thus becomes shorter. There must, therefore, be some line on the plate which neither gets longer nor shorter, and if we can obtain the length of this line, it will give us the length of the plate for back. The same reasoning also applies to the saddle or throat part of the bend: for, whilst the edges of the plate which form the joint line get longer in the working, the throat draws in, and thus the throat line becomes shorter. There must, therefore, also be a line on the saddle which remains of constant length. The position of this neutral line on the back and throat pieces can be obtained from the following rule: -
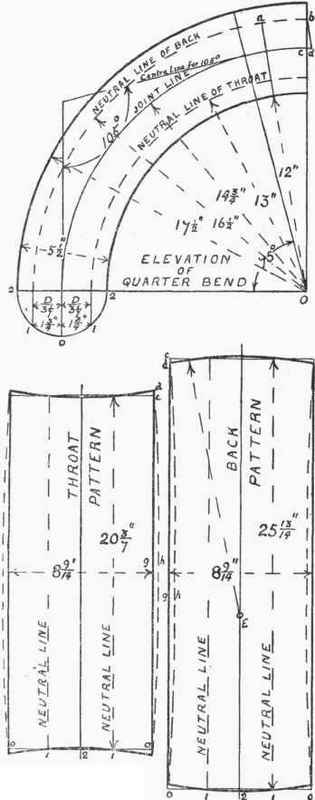
Fig 248.
"Divide the diameter of the pipe by 3 1/7, and set this distance on each side of the joint." Thus, in the present case, the diameter of the pipe being 5 1/2 in., the distance of the neutral line from the centre line of pipe will be -
D/ 3 1/7 = D x7 / 22 = 52 x 7 / 22 = 1 3/4 in.
This distance is set on each side of the joint line, and the neutral line drawn as shown in Fig. 248. The size of the plates then will be obtained by making their widths equal to half the circumference of the pipe, and their lengths equal to the lengths of the respective neutral lines. The widths of the patterns will be -
5 1/2 x 3 1/7 / 2 = 8 9/14 in. and the length of the throat piece -
The length of the back piece -
16½ X 2 X 3 1/7 / 4 = 25 13/14 in.
13x2 x3 1/7 / 4 = 20 3/7 in.
A somewhat peculiar fact should be noticed in connection with the lengths of the neutral lines, and that is, that the neutral line of the back is always, for a quarter-bend, exactly the diameter of the pipe longer than the neutral line of the throat. So that when the length of one line is determined the other can be obtained by adding or deducting the diameter of the pipe, as the case may be. In the present example we have -
25 13/ 14 - 20 3/7 = 5 1/2 in. (diameter of pipe).
If there is any straight pipe on the end of the quarter-bend, then the length of this should be added on to the calculated length, and the ends of the pattern will be straight lines drawn square to the centre line. But if the bend has no straight portion, as in the present case (Fig. 248), then the ends of the pattern will need curving somewhat, as shown on the figure. Theoretically, no curvature at the ends should be necessary, as the area of sheet metal on the patterns, as calculated by the above rules, is exactly equal to the area of the pipe bend surface. Practically, however, it is impossible to draw metal evenly, and for some short distance from the ends, generally equal to the radius of the pipe, the sheet or plate will hardly be drawn at all. This difficulty is usually overcome by making each strip slightly longer than required and then trimming the ends off the pipe. If desired, though, the curvature of the ends can be approximately obtained in the following manner: Draw the neutral lines on the patterns (Fig. 248) by making the distance 2 to 1 on each side of the centre line equal to the length of the arc 2 to 1 on the semicircle in the elevation. Now make a b on the back neutral line equal to the radius of the pipe. Join a to O, and draw b d parallel to a O. Then the length c d will be measured off and set on the pattern, as shown. There should be no trouble in finding the radius, so that an arc can be drawn passing through d and the end of the neutral lines. This radius is shown on the back pattern, marked E d. If required, the length of c d can be calculated from the following rule: "Square the diameter of the pipe and divide it by 6 2/7 times the radius of the back neutral line." That is in this case cd = 5 1/2 x 5 1/2 / 6 2/7 x 16 1/2 = 9/32 in. (nearly)
In working a throat piece into shape, it will be found that the girth near the middle becomes, through the draw, some what less, and for the same reason the girth of the back will increase; consequently, when the two halves come together the joint line will be slightly out of the centre of the side of pipe. This can be modified if necessary by adding on to each side of the throat pattern and deducting from each side of the back pattern a length equal to "the square of the diameter of the pipe divided by seven times the radius of the throat," so that the camber g h of the side dotted curves will equal -
5 1/2 x 5 1/2 / 7 x 12 = 11 / 32 in. (nearly).
This distance should be set out as shown by g h on the pattern, and an arc of a circle drawn, as seen by the dotted curves.
The patterns as marked out above will be the net size, and any allowance for trimming or jointing must be added on. If the side seams are to be riveted, then a proper allowance for lap must be made; but if brazed, by thinning the edges down to form a wedge-joint, then little or no allowance will be needed, as the width of lap will be worked down out of the sheet metal.
Bend Less or Greater than a Quarter.
A bend may require making to joint up two lines of piping that are not at right angles, or to fit on to two flange faces that are not square to each other.
Suppose the centre lines of the piping make an angle of 105°, as shown in the elevation, Fig. 248, then the flange faces will make an angle of -
180 - 105 = 75° with each other. This angle can be set out as shown in Fig. 248, and thus the shape of the bend determined. The lengths of the back and throat patterns can be found as explained in connection with the quarter-bend, or they can be calculated by the following general rule, which applies to all cases. Rule for length of back pattern: "Multiply the radius of the joint line by 6 2/7, add twice the diameter of pipe, multiply by the angle that the flange faces make with each other, and divide by 360." Rule for length of throat pattern: "Multiply the radius of the joint line by 6 3/7 deduct twice the diameter of pipe, multiply by the angle that the flange faces make with each other, and divide by 360." Thus for the 105° bend, as marked out in Fig. 248, the length of back will be -
(14 3/4 x 6 2/7 + 2 x 5 1/2) / 360 X 75 = 21 17/28 in.
And the length of throat will be-
(14 3/4 x 6 2/7 - 2 x 5 1/2) / 360 X 75 = 17 1/42 in.
The difference between the lengths of the back and throat patterns can be readily calculated, without using the above somewhat cumbrous rule. Thus: "Multiply four times the pipe diameter by the angle between the flange faces and divide by 360." So that in the above example the difference will be -
4 x 5 1/2 x 75 / 360 = 4 7/12 in.
In any kind of a bend, before proceeding to shape the plates, wires should be bent to the shape of throat, joint, and back curves, these being used as templates to which the two halves will be bent. If no special appliances are about in the shape of blocks, dies, etc., on which the parts can be worked, then the throat part can be manipulated on a heavy mandrel or tee-stake. The back can be hollowed on a hollowing block, and dressed into something like shape on a curved top tee-stake, bullet-head stake, or cod fixed on bar. Care must be taken that the plates are kept properly annealed as they pass through the various operations. After the halves are shaped to the templates, if required to be brazed, the edges should be thinned down and properly cleaned. The cramps are then cut on one half with a thin knife or chisel, which is held obliquely across the edge of the plate whilst being driven into the metal, as seen in Fig. 249.

Fig. 249.
The two halves are then fixed together and fastened with binding wire, and the cramps dressed down on a cod, as shown in Fig. 250. The bend will then be brazed and hammered up, as explained in Chapter XXXV (Sheet Metal Joints).
Continue to:
My Books

