Practical Notes On Plumbing. Part 4
Description
This section is from "Scientific American Supplement Volumes 275, 286, 288, 299, 303, 312, 315, 324, 344 and 358". Also available from Amazon: Scientific American Reference Book.
Practical Notes On Plumbing. Part 4
Bending By Splitting Or Split-Made Bends
This method of bending is much practiced in the provinces, and, for anything I know to the contrary, is one of the best methods in use, as by it you are likely to get a good substance of metal on the back of the bend whether the plumber be a good or a bad workman. Proceed as follows: Cut the pipe down the center to suit the length of your bend, as shown at A B, Fig. 44. It will be quite as well if you first set out this bend on the bench, then you may measure round the back, as from C to L, to obtain the distance of the cut, which should always be three or four inches longer than the bend. You may also in this way obtain the correct length for the throat, G H I; here you will see that you have a quantity of lead to spare, i.e., from A to E, all of which has to be got rid of in uncut bends - some plumbers shift from front to back, but how many? Not one in twenty. After you have cut the pipe, open the throat part, bend out the sides, and pull this part round a little at a time, then with a dummy, Fig. 38, work the internal part of the throat outward to as nearly the shape as you can. Go carefully to work, and do not attempt to work up the sides, A D B, until your throat is nearly to the proper shape, after which you may do so with a small boxwood dresser or bossing-stick (It is not necessary to explain minutely what a bosser or dressing-stick is, as they can be bought at almost any lead-merchants - the dresser is shown at E, Fig. 1; the bossing-stick is somewhat similar, the only difference being that it has a rounded face instead of flat.) Keep the dummy up against the sides when truing it. If you have proceeded properly with this throat part, you will not require to work up the sides or edges, as in working the throat back the sides will come up by themselves. Next take the back, pull it round a little at a time, the dummy being held inside, with your dresser work the two edges and sides slowly round, and the back will follow. Never strike the back from the underside with the dummy. After you have made a dozen or two you will be able to make them as fast as you please, but do not hurry them at first, as the greater part of this work is only to be learned by patient application, perseverance, and practice.

FIG. 44.
After you have made the bend it will require to be soldered, but before you can do this you must have the joint quite perfect and the edges true one with the other. A good bender will not require to touch his edges at all, but a novice will have to rasp and trim them up so that they come together. Having your edges true, soil them, take a gauge-hook, which may be described as a shave-hook with a gauge attached, and shave it about 1/8 in. each side; now solder it to look like the solder A, Fig. 45, which is done as follows: With some fine solder tack the joint at A D B, Fig. 44, put on some resin, and with a well-heated copper-bit drop some solder roughly on the point from B to A, then draw the bit over it again to float the solder, being especially careful not to let the joint open when coming off at A. Some plumbers think fit to begin here, but that is a matter of no importance. Do not forget that if your joint is not properly prepared, that is to say, true and even, it is sure to be a failure, and will have a "higgledy-piggledy" appearance. Some difference of opinion exists as to the best method of making these joints: one workman will make a good joint by drawing it while, on the other hand, another one will do it equally well by wiping it. Drawing will be fully explained in a part on pipe making. It may, however, be here mentioned that it is a method of making the joint by floating the solder along the joint with the ladle and plumbing-iron.
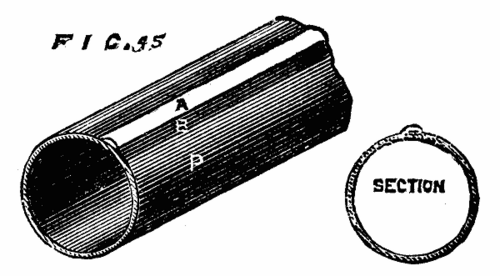
FIG. 45.
It is not uncommon for plumbers to make their bends with only one joint on the back.
Continue to:
My Books

