Goulier's Tube-Gauge
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
Goulier's Tube-Gauge
As well known, the method by which glass barometer tubes are made gives them variable calibers. Not only do the different tubes vary in size, but even the same tube is apt to have different diameters throughout its length, and its sections are not always circular. Manufacturers of barometers often have need to know exactly the dimensions of the sections of these tubes, and to ascertain whether they are equal throughout a certain length of tube, and this is especially necessary in those instruments in which the surfaces of the sections of the reservoir and tube must bear a definite ratio to one another. Having ascertained that no apparatus existed for measuring the caliber of these and anolagous tubes, and that manufacturers had been accustomed to make the measurements by roundabout methods, Colonel Goulier has been led to devise a small apparatus for the purpose, and which is shown in the accompanying cuts.
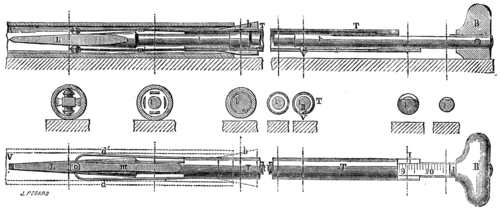
GOULIER'S TUBE GAUGE. (Plan and longitudinal and tranverse sections.)
The extremity of a brass tube, T, 0.5 to 0.6 of a meter in length and smaller in diameter than the tube to be gauged, is cut into four narrow strips a few centimeters in length. The extremity of each of these strips is bent toward the axis of the tube. Two of them, m and m', opposite each other are made very flexible, and carry, riveted to their extremities, two steel buttons, the heads of which, placed in the interior, have the form of an obtuse quoin with rounded edge directed perpendicular to the tube's axis. The other extremities of these buttons are spherical and polished and serve as caliper points in the operation of measuring. These buttons are given a thickness such that when the edges of their heads are in contact, the external diameter of the tube exceeds the distance apart of the two calibrating points by more than one millimeter. But such distance apart is increased within certain limits by inserting between the buttons a German silver wedge, L, carried by a rod, t, which traverses the entire tube, and which is maneuvered by a head, B, fixed to its extremity. This rod carries a small screw, v, whose head slides in a groove, r, in the tube, so as to limit the travel of the wedge and prevent its rotation.
Beneath the head, B, the rod is filed so as to give it a plane surface for the reception of a divided scale. A corresponding slit in the top of the tube carries the index, I, of the scale. The principal divisions of the scale have been obtained experimentally, and traced opposite the index when the calibrating points were exactly 7, 8, 9 etc., millimeters apart. As the angle of the wedge is about one tenth, the intervals between these divisions are about one centimeter. These intervals are divided into ten parts, each of which corresponds to a variation in distance of one tenth of a millimeter.
To calibrate a glass tube with this instrument, the tube is laid upon the table, the gauge is inserted, and the buttons are introduced into the section desired. The flat side of the head, B, being laid on the table, arranges, as shown in the figure, the buttons perpendicular to it. Then the measuring wedge is introduced until a stoppage occurs through the contact of the buttons with the sides of the tube. Finally, their distance apart is read on the scale. Such distance apart will be the measure of a diameter or a chord of the tube's section, according as the buttons have been kept in the diametral plane or moved out of it. In order that the operator shall not be obliged to watch the position of the line of calibrating buttons in obtaining the diameter, the following arrangement has been devised: The sides of the measuring wedge are filed off to a certain angle, and the ends of the corresponding strips, d and d', are bent inward in the form of hooks, whose extremities always rest on the faces of the directing wedges. The length of these hooks and the angle of the wedge are such that the distance apart of the rounded backs of the directing strips is everywhere less, by about one-thirtieth, than that of the calibrating buttons.
From this it will be seen that if the wedge be drawn back, and inserted again after the tube has been turned, we shall measure the diameter that is actually vertical. It becomes possible, then, to determine the greatest and smallest diameters in a few minutes; and, supposing the section elliptical, its area will be obtained by multiplying the product of these two diameters by pi/4.
From the description here given it will be seen that Colonel Goulier's apparatus is not only convenient to use, but also permits of obtaining as accurate results as are necessary. Two sizes of the instrument are made, one for diameters of from 7 to 10.5 mm., and the other for those of from 10 to 15.5 mm. It is the former of these that is shown, of actual size, in the cuts.
Continue to:
My Books

