The Hearth And Bottom
Description
This section is from the "Blast Furnace Construction In America" book, by J. E. Johnson, Jr.. Also see Amazon: Blast Furnace Construction In America.
The Hearth And Bottom
The necessity of resistance to chemical action for the furnace as a whole has been briefly described above.
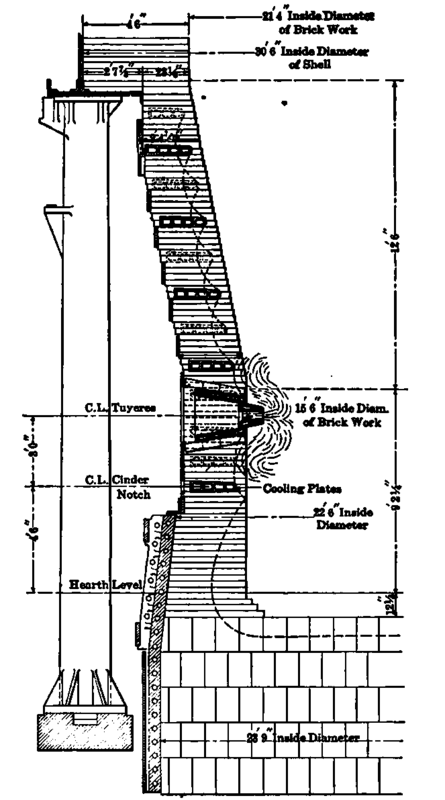
Fig. 164. Hearth and bosh of Inland Steel company's "B" furnace.
This is particularly necessary in the hearth and bottom because these actions are the most intense in that region and because the consequences of failure of these structural parts are so disastrous.
The hearth of a furnace just before the cast time contains normally 60 to 80 and may readily contain 150 tons of molten iron and 20 to 40 tons of slag. The effect of pressure in intensifying chemical action has already been mentioned and in the hearth this condition is aggravated by the fact that the pressure due to the depth of metal and of slag on top of it, is added to the pressure of the blast which, of course, is highest at the tuyeres. We may have, therefore, a depth of 7 or 8 ft. of metal with 2 or 3 ft. of slag laying over it, exerting a pressure of 3 lbs. per square inch for each foot in depth of iron, and about 1 lb. for each foot in depth of cinder, so that we can easily have a liquid pressure of 25 or 30 lbs. in the bottom of the furnace in addition to the 15 lbs. of blast pressure in one properly working or perhaps 30 lbs. in one working irregularly, so that the total pressure in the hearth of the furnace may easily approach 50 lbs. per square inch.
If this be not firmly resisted, if the least yielding takes place a crack will occur in the brickwork and the metal instantly following this crack will approach the outer wall of the structure which supplies its physical strength, and if it succeeds in reaching this at some point not completely protected, the stream of liquid iron will quickly cut a hole through the iron or steel jacket around the brickwork, and the stream of metal flowing through this hole will enlarge it with a rapidity which is almost beyond belief except by those unfortunates who have had experience with this action.
In one case which came under my personal experience the stream of iron cut through the hearth jacket a hole elliptical in shape and about 3 ft. long by 1 ft. high with its long axis horizontal. Even if the hole be many times smaller than this the liquid contents of the furnace are ejected through it in a few minutes, under the combined action of their own weight and the pressure of the blast, and this vast mass of molten material, with the tremendous cutting power which flowing streams of such material have, destroys in short order anything metallic in its path and in very many cases has cut and seriously damaged the columns supporting the furnace structure. If this runaway body of metal strikes a wet place on the floor of the cast house or on the ground an explosion is almost certain to result which may be disastrous in its consequences. Furnaces have even been put out of blast by the results of such breakouts, and even worse cases are only too numerous in which men around the furnace have been injured or killed by such accidents.
For this reason the construction of the hearth and bottom of the furnace has received an enormous amount of consideration and experienced furnacemen are quite generally of the opinion that any reasonable amount of money spent in securing a construction immune from breakouts is well invested, a conclusion with which I thoroughly agree.
A construction which in general meets this object has finally been developed, and is illustrated in Fig. 164, which shows in vertical half section the lower part of the blast-furnaces of the Inland Steel Company at Indiana Harbor, Indiana.
The metal part of the construction consists of a series of steel staves with coils of cooling pipes cast in them, which extend from about 4 1/2 ft. above the bottom level of the furnace to about 6 ft. below it. These are not fastened to each other, but are surrounded by an outside jacket. The lower part of this consists of a heavy rolled-steel jacket riveted together with internal and external butt straps, no pains being spared to make the strongest joint possible. This jacket is separated from the staves by a small expansion space filled with yielding material.
The upper part of the staves is surrounded by a cast-steel jacket which also has water-cooling pipes cast in it. Its staves are fastened together by links shrunk on to the projecting lugs. They are of great thickness and, being made of steel castings, are enormously strong, but are further reinforced by rolled-steel bands about 3 in. thick by 1 ft. in height around the top and bottom. The edges of the segments of this upper cast-steel jacket are carefully planed to make a perfect joint, it having been found by experience that if there be an open joint in the jacket, no matter how solidly the brickwork may be built inside it sooner or later the iron is likely to worm its way through the brickwork and reach this crack. The instant the iron reaches it and begins to flow through it, the cutting power of the metal enlarges the crack and soon a full-fledged breakout takes place, which nothing can stop until the furnace is empty.
For this reason no pains or expense are spared to make hearth jackets not only strong enough to resist the expansion of the brickwork and to prevent their rupture by this action, but also to make them of practically air-tight construction.
It was formerly considered by many furnacemen exceedingly dangerous to have internal water cooling below what is known as the iron line - that is, the height to which the iron may rise in the ordinary course of operation - this height being normally some 2 or 3 ft. below the center of the tuyeres, though in case of trouble the iron may rise up to the tuyeres. The reason for this objection to water-cooling is that a current of iron flowing with considerable velocity will cut a water pipe or other cooling apparatus with the water flowing through it, since it is impossible for the water to remove the heat as fast as the stream of iron supplies it. When a cooling member is cut in this way explosions are almost certain to occur, and these are more disastrous the more confined the location in which they take place. Many frightful accidents have occurred through the cutting of water-cooled parts by molten iron.
When the joints in the outside jacket are absolutely tight such a flow of metal cannot start, and as it is only a flow which possesses this tremendous cutting power, the cooling pipes are not endangered by this action when there are no crevices through which the iron can flow past them. By the combination, therefore, of the tight jacket and the water-cooling staves inside it, the danger of breakouts, which formerly was almost the worst dread of the furnaceman's life, have been reduced to a minimum, almost to a negligible quantity.
It will be noticed in Fig. 164 that there is a thickness of three feet of brick at the top of the hearth jacket, and that this increases toward the bottom. This is for the reason that the high velocity at which the blast is injected through the tuyeres gives it a mushrooming effect indicated in Fig. 164, which throws it back against the wall around the tuyeres and tends to cause severe cutting, augmented by the heat and chemical activity of the molten iron and slag. These jointly tend to cut away the hearth as shown in dotted lines, but by having an ample thickness of brick and having the line of water-cooling of a much larger diameter than that of the nose of the tuyeres, the water-cooled surfaces have a better chance to overcome this combined action, so that furnaces built in this way cut back to a certain distance and then stop, whereas if the outside diameter of the hearth were made smaller in relation to the tuyere diameter the probabilities are that it would eventually give way under the joint attacks of these three influences. It was formerly thought that every furnace had to have one or two breakouts when it started to working properly, soon after it was blown in. In the days when furnaces were small and the quantity of iron in them at one time was only a few tons, this, while a bad condition, was endurable, but, as furnaces and their outputs have grown and the amount of metal released by a breakout has increased, it has become increasingly necessary to solve this problem almost irrespective of the cost of the construction. The evolution of the general type described is the result of necessity, of much thought and of many unsuccessful designs.
Continue to:
My Books

