The Bell And Spigot Joint. Part 4
Description
This section is from the book "Plumbing And Household Sanitation", by J. Pickering Putnam. Also available from Amazon: Plumbing and household sanitation.
The Bell And Spigot Joint. Part 4
Figs. 446 and 447 give another form of bell and spigot joint devised with the same end in view, but in this case the pressure for caulking is applied at an opening in the side. A groove is formed around the spigot end of the pipe and a corresponding groove around the inside of the socket, and these grooves, coming opposite one another when the spigot of one pipe is placed in the socket of the other, form together an angular chamber into which the melted lead is poured through the opening or gate in the socket. The caulking is intended to be done by an iron mandril driven into the gate. It is probable that by this process the caulking would not be made tight at the points most distant from the gate.
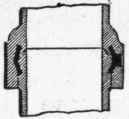
Fig. 446.

Fig. 447.

Fig. 448.

Fig. 449.
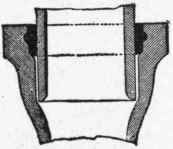
Fig. 450.

Fig. 451.
Figs. 448, 449 and 450 show bell and spigot joints caulked by using cold lead rings forced in place by hammering. In the first figure the outer surface of the spigot end of the pipe may be cylindrical or wedge-shaped, tapering towards the body of the pipe, and having grooves or depressions formed round the part which enters the socket of the adjoining pipe. The extremity of the spigot is of less diameter than the rest of it, thus forming a shoulder to abut against the shoulder inside the pocket. The socket has a groove or depression formed internally, and at their inner end a double shoulder for the shoulder and end of the spigot to rest upon. A band of lead, wedge-shaped or tapering, is inserted between the spigot and the socket, and is forced in from the outside by hammering or by other means; the lead thus may be made to fill the grooves or depressions respectively on the socket and on the surface of the spigot in order to form a tight joint. An India rubber, or other elastic packing ring, may be used in combination with lead.
In Figs. 448 and 450 the lead may be used either cold or melted as desired. The socket at the lower part is made only large enough to just receive the spigot. Above it is enlarged enough to hold the lead packing. An internal annular groove is formed on this part to better secure the lead. The packing is either run in, as is usual, in a molten state, or by winding a lead wire several times round the spigot, and afterwards caulking it in the same manner with the molten lead packing. The end of the spigot is rounded internally to prevent abrasion of electric wires when the pipe is used for their conveyance.
Finally, Fig. 451 shows a bell and spigot joint devised for thin wrought-iron pipes, to be caulked in the usual manner. One end of each pipe is bell mouthed for the reception of the spigot end. A ring or sleeve is driven over the bell mouth so as to bring one edge of the ring about even with the edge of the bell mouth. This is then hand caulked in the usual manner.
Machine Caulked Bell and Spigot Joints.
Figs. 452 and 453 represent a joint caulked by hydrostatic pressure. This form of bell and spigot joint, though subject to the objections already described as inherent in this class of joints, is nevertheless free from the difficulties of hand caulking. In the interior of the bell a groove is cast (Fig. 452) about one-half an inch square in cross-section, with rounded corners, and within it is a cast lead ring or gasket flush with the interior surface of the bell. A clear space of, say, one-eighth of an inch all around is allowed between the spigot and the bell for easy entrance. The end of the spigot is thickened. It is guided into a concentric position with the bell by the conical or tapering form of the interior of the latter. When the sections are entered, a forcing jack is screwed into a threaded opening in the bell, and a thick, semi-fluid material is thereby forcibly injected into the opening, finding its way between the lead gasket and the bottom of the groove, partially displacing the gasket therefrom, and forcing it into tight contact with the spigot at all points of its circumference. The forcing jack is then removed and a screw plug inserted.
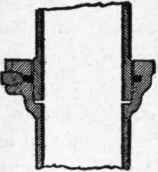
Fig. 452.
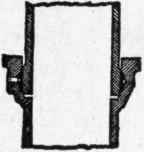
Fig. 453.

Fig. 454.
By this method of caulking the power is scientifically and uniformly, if not directly, applied, and by the use of an enormous hydrostatic pressure. A temporary tight joint may be obtained without the need of manual skill. All the lead is utilized, none being wasted, as in hand caulking, and no lead melting on the spot is required.
The forcing jack is strong and simple, weighing about fifty pounds, and can be managed by a single ordinary workman. The forcing material is coal tar pitch, thickened with whiting and sand, or with clay and coarse iron borings.
Inasmuch as the pressure is applied only at a single point on the circumference of the bell, the caulking is greatly facilitated in contracted places. This method of caulking requires but a small proportion of the labor of the hand made joint, much less lead, and does away with the need of oakum. But, of course, the joint will not stand hot water or steam, because no ring of lead surrounding a pipe will return again to close contact after enlargement.
Continue to:
My Books

