Grinding Attachments For Lathe
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Grinding Attachments For Lathe
In the absence of a grinding machine many repair shops complete repairs by boring and turning, when a fine degree of accuracy would be advisable. Many owners of small shops do not care to go to the expense of installing grinding machines although desiring their use. In accompanying illustration, Fig. 336, a grinding attachment is shown, that the designer states may be attached to any engine lathe of sufficient center capacity.
The grinder itself is carried by a slab and studshaft, the arm of which is about 1.75 inches in diameter, so as to insure the necessary rigidity. The slab is attached to the face plate of the lathe by means of two .75 inch bolts, of which the top one is arranged in a radial slot, to facilitate adjustment of the work in hand. Upon the arm of the studshaft is mounted a length of solid drawn hydraulic tubing, which revolves on two brass bushings forced and sweated into the ends of it, thus leaving an annular space for the lubricant.
The tube carries a driving pulley on its inner end, the grinding wheel being attached to the outer end. The driving pulley is secured to the tube by means of two set screws. This pulley is fitted with a sufficiently convex face, in order to eliminate lateral slip of the belt. The outer end of the tube is threaded to receive a thimble which is screwed and sweated into place.
Owing to the path which the wheel spindle follows the use of a floating countershaft is necessary. The connecting rod to the latter is shown broken off in the lower illustration and the arrangement of the floating countershaft is depicted in the upper drawing. As previously mentioned the feed of the grinding wheel is adjusted by the bolt situated in the radial slot while the travel is supplied by the lathe slide rest.

Fig. 336. - Grinding Attachment for Lathe Using Floating Countershaft
Some machinists display considerable ingenuity in building grinding attachments for the lathe and such a device is shown at Fig. 337. It will be noted that the design does not employ a floating countershaft. With it the inventor claims he is able to grind hardened steel spindles, camshafts, crankpins, valves, cylinders, etc., and states that in planning the attachment considerable thought was given to have the equipment as rigid as possible and that all parts operated on with it should be ground quite circular. The maker states that the attachment can be used either for grinding internal or external work and that it can be fitted easily to the ordinary lathe. The left hand figure shows the end elevation and that at the right the grinding spindle and method of attaching it to the tool clamp of the top portion of a compound slide rest. The smaller figure shows a plan of the grinding arm itself, which is somewhat after the style of a Land is grinder. The attachment can be made fairly easily, but if desired can be purchased. For internal work it is provided with a long arm but for external work, the latter is only about 3 inches in length.
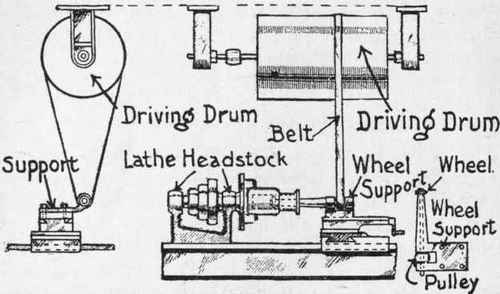
Fig. 337. - Grinding Attachment for Lathe Using Overhead Drum.
A small pulley for driving the arm is seen located between two bearings, so that it will be realized that there is no overhang to set up vibration. The method of driving the spindle consists of a countershaft carrying a drum supported by a pair of hangers placed in front of the ordinary overhead shop shaft and about central with the lathe, so that the attachment can travel about 6 inches on either side without materially altering the relative position of the driving belt.
The driving drum consists of two 12-inch diameter pulleys about 2 inches wide. These are placed about 3 feet apart and then lagged with strips of wood one inch in width, these being placed lengthwise and attached to the pulleys by means of cap screws. The whole is then skimmed up in a lathe, and it will be found that this makes quite a nice light overhead drum, which gives nearly three feet of travel over the grinding wheel. The small pulley is so arranged that it may be driven off the existing cone pulley on the overhead shaft which drives the lathe. By this means a good increase of velocity is given by the emery wheel.
The cut is put on by means of a cross fed screw in the lathe saddle. If a taper movement is required the top rest is of course set to taper just as if one were going to machine taper in the ordinary way. The maker of the attachment states that he considers the rig simple, that it will provide accuracy in grinding, and can be fitted by any average machinist.
Continue to:
My Books

