High-Speed Lathes. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
High-Speed Lathes. Part 2
The two groups of gears are of the ratio 2 to 1,1 to 1,1 to 2, and 1 to 4, which, in connection with the bank of gears mounted on the side of the head, gives a range of thread cutting from 2 to 32 per inch. The feed cuts per inch are 5.7 times the number of threads cut.
The hollow stud B contains a pull rod, C, which has fastened to its end the spring spline D. The spring spline allows changes of feed and thread cutting to be made instantly while the lathe is in motion, by sliding the handle E, Fig. 269, on its guide rod, the handle projecting from the side of the head-stock and connected with pull rod C, at F, in Fig. 268. The hollow shaft B contains a slot running the full width of the four gears.
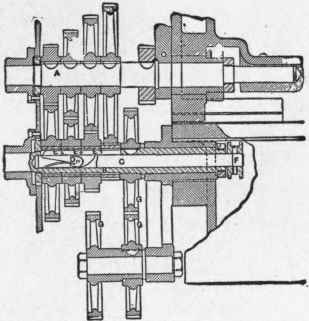
Fig. 268. - Vertical Section of Feed Gears of Prentice High-Speed Lathe.


Fig. 269. - Change-Gear Levers of Prentice High-Speed Lathe.
When it is desired to change the rate of feed, the pull spline C being moved laterally causes the spring spline to be withdrawn from a slot in the bushing on the feed gear, throwing that gear out of use. When the spring spline passes the pin E it immediately engages the next gear. The form of the driving end of the spline makes this action against the pins possible.
The gears G, G, in Fig. 268, drive the gear H in Fig. 270, which is fastened to the shaft J, on which is mounted a yoke carrying a sliding intermediate gear, which engages with the several gears mounted on shaft K. There being 11 gears in this bank, 44 changes of feed are obtained. Sliding on the end of shaft K in Fig. 270 is the gear L, which by means of a handle on the front of the bed may be engaged with either gear M on the feed rod or gear N on the lead screw. This device is intended especially to preserve the lead screw for screw-cutting purposes, as a great deal of care is taken in the manufacture of these screws to have them accurate.
The diagram shown in Fig. 271 is of an end view of the headstock, showing the gear connections from the head spindle to the cone of gears shown in section in Fig. 270, and is useful and interesting in tracing the line of motion produced by these gears. The entire scheme of the head-stock and its operative parts is ingenious and a well-devised piece of mechanism.
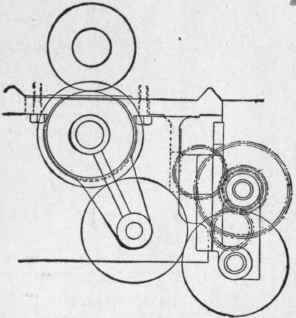
Fig. 270. - End Elevation of Gear-Connections of Prentice High-Speed Lathe.

Fig. 271. - Diagram of Gear Connections of Prentice High-Speed Lathe.
A roughing lathe, built by the R. K. Le Blond Machine Tool Company, is shown in Fig. 272, and is principally interesting from the strength of its parts in proportion to the dimensions of the work that it will accommodate. This lathe is built of 18,21 and 24-inch swing, and has an extra large spindle which runs in genuine babbitt metal bearings.
The carriage is much heavier than an ordinary engine lathe, and is extended out both back and front for additional bearing for tool rests. Of these there are two, one in front and the other at the rear. The front tool rest has an extra movement in line with the slide. The back tool rest has an extra movement at right angles to the slide. Both of these are moved by a single screw moving towards or away from the center together.

Fig. 272. - 18-inch Swing Roughing Lathe built by the R. K. Le Blond Machine Tool Company.
The tail-stock is fastened to the bed with four large bolts, clamp- ing it as far forward as possible. The feed is positive geared and is changed by means of lever shown in front of the bed, giving three changes, and can be stopped automatically at any point desired. By tripping it with a small handle on the front of the apron the carriage will proceed without removing the stop, and keep on until it comes in contact with the next stop.
The lathe is fitted with a geared oil pump for a continuous flow of oil on the work; the pan is large enough to keep all dirt, oil, and chips from the floor. Countershaft has double friction pulleys.
This lathe is intended for heavy and rough work, as, for instance, rough turning forgings and heavy pieces of cut-off work that requires to be largely reduced in diameter with a heavy roughing cut. With the present low price of machine steel there is a good deal of the latter class of work to be done, and it can be done much more quickly and economically in a lathe of the class here shown than in the usual engine lathe, and its use saves the unnecessary wear when such work is done on the more expensive lathe.
Therefore the heavy roughing lathe is not only a saving in time and in money for doing the work, but also of the cost of tool equipment.
It was this idea that induced the design and construction of the so-called "rapid reduction lathes," which have come to be popular with manufacturers, not only on account of their economical expenses, but high efficiency.
Turret lathes are sometimes used in a similar manner, cutting off and roughing out the pieces from the bar stock, and are very efficient in doing this class of work. The first cost of these machines, however, is much more than that of the plain roughing lathe.
The Lodge & Shipley Machine Tool Company build a lathe with a head-stock that is a radical departure from the usual form of cone-driven lathes and which is entitled to special consideration. It is the result of much experimenting and is covered by patents. Commercially they call it their "Patent Head Lathe." It is an outcome of the recognition by the builders of the demand for a much more powerfully driven lathe for the use of modern highspeed lathe tools.
Continue to:
My Books

