The Head-Stock Casting, Spindle And Spindle Cone. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
The Head-Stock Casting, Spindle And Spindle Cone. Part 4
There is one more condition to be considered, however. This is the upward or lifting tendency supposed to exist by reason of the cutting-tool forming a fulcrum, which, in connection with the circular motion of the piece being turned, tends to lift the spindle in the front box and so throws an upward strain on the cap over the front journal. This tendency is represented in Fig. 68, wherein the arrow shows the direction of the belt and revolution of the material being turned. It is doubtful, however, if this point is of much importance, particularly in a lathe properly designed as to the dimensions and weights of its parts, especially of the spindle and its appendages.
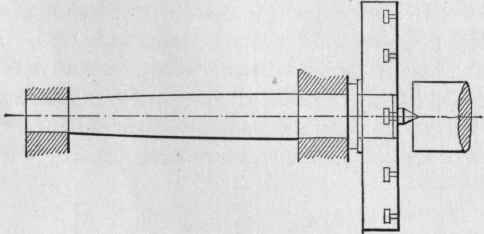
Fig. 67. - Ideal Form of Lathe Spindle.
Taking all these matters into consideration we shall find that the proper proportion and design of the spindle with the face gear, cone pinion, and the feed gear, will be substantially as shown in Fig. 68, leaving out of the design for the time being the special form of journal oiling devices, the thrust bearing for the rear end and the special form of the nose of the spindle, which will next receive attention.
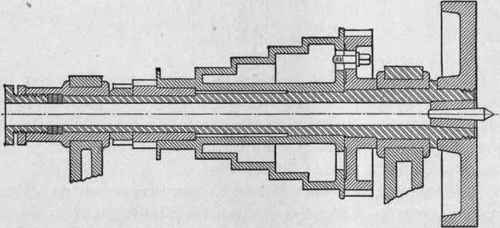
Fig. 68. - The Ideal Spindle shown in Practical Form.
As to the nose of the spindle. It is customary by many builders to cut the thread on the nose of the spindle nearly up to the collar, against which the chuck-plate or the face-plate takes its bearing. It is a well-known fact that it is extremely difficult to accurately center such a plate upon a threaded portion of a spindle. As the purpose of the thread is simply to prevent the plate from coming off the spindle, it naturally follows that the length of this thread may be very much reduced without in any way reducing its capacity to securely hold the plate in place. It is also quite as evident that we can hold the plate perfectly true in its place and exactly concentric with the front bearing if we grind a portion of the nose of the spindle to a truly cylindrical form when we grind the front bearing and then fit a sufficient portion of the bore in the plate to this ground surface. This may be accomplished by threading the nose of the spindle through only one third of its length, and grinding the remaining two thirds to which the chuck-plate or face-plate is fitted. This centers the plate accurately with the axis of the spindle. If the face of the collar is accurately ground, and the hub of the chuck-plate or face-plate fits fairly against it, there will be no difficulty when removing the plate of always being able to replace it in exactly its former position, perfectly true in the running of its face and perfectly concentric with the ground bearings of the spindle. Even the wearing of the thread will not effect its true running, since the only office of the thread is to hold it on, while the ground surfaces insure its trueness. This is shown in Fig. 69.
In this connection it is noticeable, that some manufactures omit the large collar on the front end of the spindle and furnish only a small shoulder on the spindle, due to the nose being somewhat smaller than the front bearing, against which the face-plate or chuck-plate rests, and assuming that its close fit upon the ground surface between this shoulder and the threaded portion will be quite sufficient for all purposes. This would seem to be an erroneous view of the question as this comparatively small shoulder cannot possibly afford the support and rigidity that may be obtained by a collar or thrust surface of two or three times the area. It is true that as a matter of economy in furnishing the stock for these spindles the question favors the omission of the shoulder. But as a matter of good design and proper shop practice it will hardly be disputed that the larger collar, forged on, is the proper design and construction.
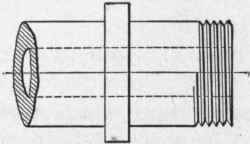
Fig. 69. - Nose of Spindle.
Referring again to Fig. 68, there are several points to which it is proper to call attention. The spindle boxes represented are of bronze and such as are now commonly used in good lathes. The formation of the front end of the spindle with its fixed collar formed in the forging is also the usual practice, except in some of the lathes of newest design and development, in which it is probably omitted as being considered an unnecessary expense. The thrust bearing is similar to that represented in Fig. 74, but an improvement upon it, since a hardened steel ring is interposed between two bronze rings, which render cutting well-nigh impossible.
The cone pinion is made of machine steel and has a long sleeve forced into the small end of the spindle cone. While it is not good practice to run two steel surfaces together unless one is hardened, it is still perfectly practicable in this case as the pinion is of ordinary soft machine steel while the spindle is 50 to 60-point carbon crucible steel, which answers the conditions in practice and many lathes are now built in this manner.
The spindle is shown bored out, as a large majority of lathes are now so constructed and the demands of the customers require hollow spindles in nearly every instance when the lathe is over 12-inch swing.
The proportions upon which this design is made may be interesting. Using the full swing of the lathe in inches as a unit, represented by A, the proportions of the spindle will be as follows:
Diameter of the front bearing, A ÷ 5.7"
Length of the front bearing, A ÷ 3.6"
Diameter of the rear bearing, A ÷ 6"
Length of the rear bearing, A ÷ 4.5"
Length of the nose of the spindle, A ÷ 6"
Distance between bearings, A X 1.2"
Diameter of bore through spindle, A ÷ 10"
In Fig. 70 we have a spindle of somewhat overgrown proportions, yet one of proportions advocated by an eminently practical mechanic who is said to have remarked that he "didn't want a lathe spindle with a front bearing so many inches diameter and so many inches long, but he wanted it with a bearing so many inches large and so many inches short," by which we may readily understand his idea that a large and short front bearing was much better adapted to the work than one of medium diameter and extra length.
Thus if we have a front bearing of 3 1/4 inches diameter and 5 inches long, and we increase the diameter 50 per cent and reduce the length in the same proportion, viz., one third, we shall have about the same area of bearing surface, but we shall gain the advantage of bringing the driving-cone closer to the work, of shortening the whole length of the spindle, and of making the front end of the spindle much more rigid and better adapted to withstand the strain of a heavy cut on work of the usual diameters, and still better when large facing work is to be done and the cut is carried out near the periphery of the largest diameter that can be handled.
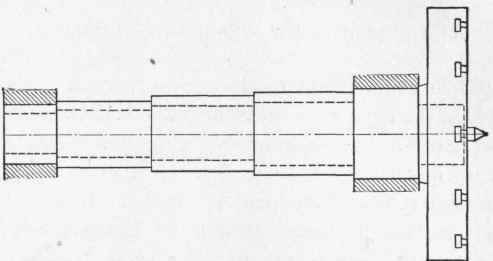
Fig. 70. - Lathe Spindle with Extra Large Bearings.
It does not follow, however, that the proportions of the enlarged diameter of the front bearing need be carried all the way through, by which a spindle of unnecessary weight would be produced, as practically all important advantages may be gained if its dimensions are as shown in dotted lines in the engraving.
In Fig. 71 is shown the opposite method of designing a lathe spindle, that is, by making the bearings of the usual diameter, but increasing the length to a considerable extent. It is evident that while there are always certain advantages in increasing the distance between the supporting boxes, there is an apparent tendency to weakness, or lack of rigidity of the spindle at the vital point, namely, the overhanging portion of the front end of the spindle which supports the face-plate, the chuck, or the work as it bears upon the lathe center.
As between the two designs of extra large bearings and extra long bearings, the practical advantages seem to be in favor of the former.
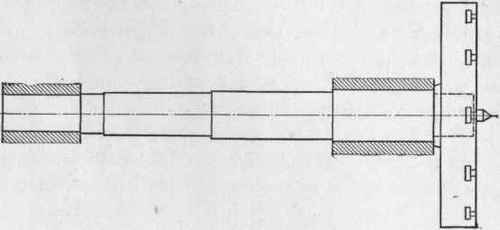
Fig. 71. - Lathe Spindle with Extra Long Bearings.
The spindle cone should receive due attention. The method of introducing the cone gear sleeve into the small end of the cone has been referred to in connection with Fig. 68. The large end of the cone may have an inwardly projecting flange cast integral with it or made separate and attached by screws. In either case the locking bolt must be accommodated in it. Between this head and its bearing it should be well supported from the central quill. This may be done by providing for four or more radial plates extending from the connection with the central quill under the smallest step to one half the remaining distance toward the large end of the cone, as shown in Fig. 68.
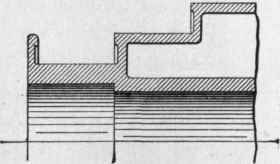
Fig. 72. - Form of Cone Steps.
In finishing the outside of the cone the rising steps should be faced up as shown in Fig. 72, that is, with the face cut back from 1/32 to 1/16 of an inch, according to the size of the cone, for the purpose of lessening the friction on the edge of the belt. In cases where this relief is not given to the belt it is not an unusual condition to find the edges of belts running over cones, particularly at high speeds, to be turned up, the corners where the belt is joined to be distorted or worn away, and in a short time the belt well-nigh ruined.
In purchasing lathes or other machines provided with speed cones, the purchaser should insist that the faces of the cones should be made as shown, as it is a matter of much importance in belt economy and belt efficiency.
Continue to:
My Books

